

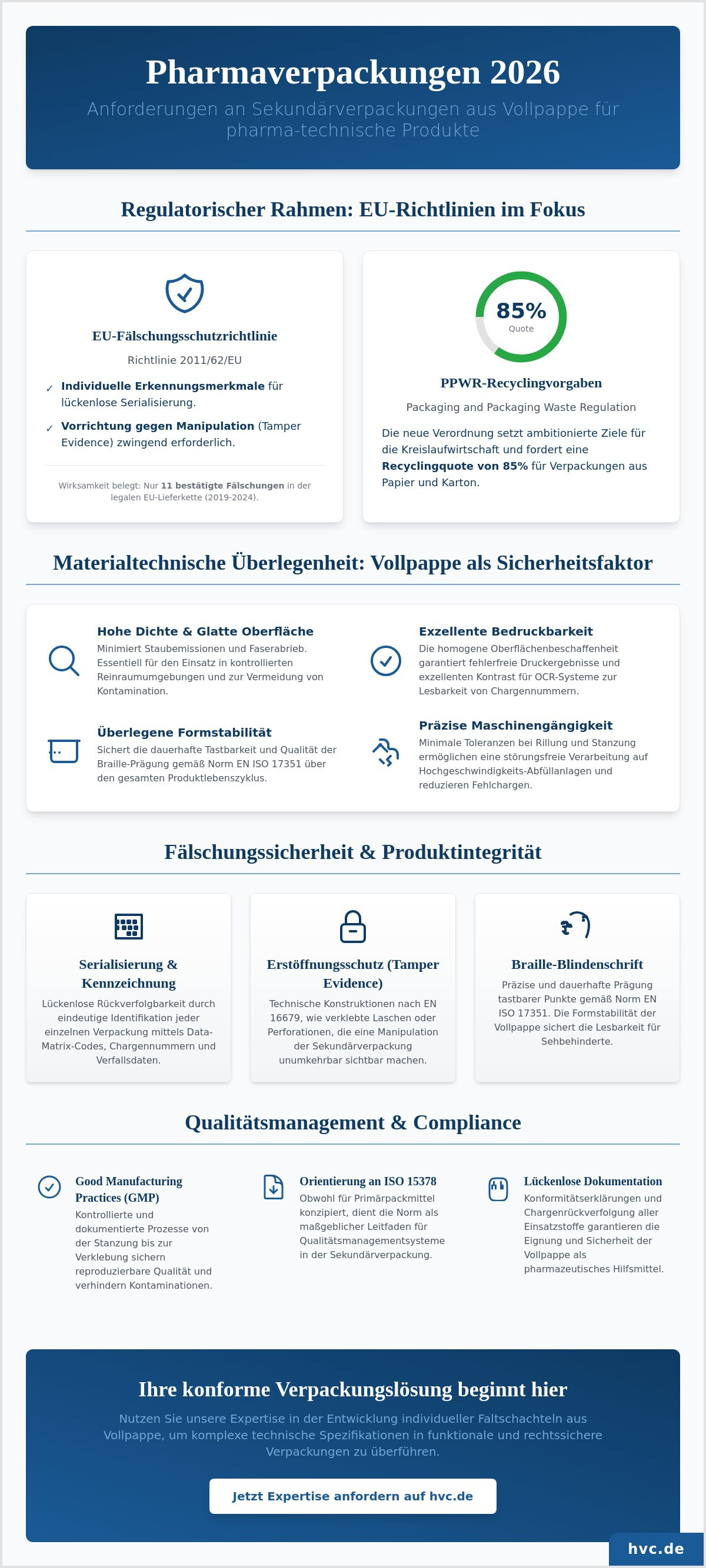
Die technische Integrität einer Sekundärverpackung entscheidet im Jahr 2026 über die Marktfähigkeit pharmazeutischer Produkte weit über die reine Schutzfunktion hinaus. Dass zwischen 2019 und 2024 lediglich elf bestätigte Fälle gefälschter Arzneimittel in der legalen EU-Lieferkette identifiziert wurden, belegt die Wirksamkeit strenger Kontrollmechanismen. Dennoch bleibt die Komplexität der pharmaverpackungen anforderungen, insbesondere im Hinblick auf die vollständige Implementierung der EU-Fälschungsschutzrichtlinie in Märkten wie Italien bis Februar 2027 oder die neuen Recyclingquoten der PPWR von 85 Prozent für Papier und Karton, eine zentrale Herausforderung für die pharmazeutische Industrie.
Sicherlich teilen Sie die Einschätzung, dass die Wahl des richtigen Materials und die Gewährleistung einer lückenlosen Serialisierung keine Spielräume für Unsicherheiten lassen; das Risiko von Fehlchargen durch mangelnde Maschinengängigkeit muss durch technische Präzision minimiert werden. Dieser Artikel bietet Ihnen einen detaillierten fachlichen Leitfaden über die regulatorische Compliance und die technischen Standards für Sekundärverpackungen aus Vollpappe im Jahr 2026. Es wird methodisch dargelegt, wie durch exakte Automatenzuschnitte Prozesse optimiert werden und welche Materialspezifikationen für einen rechtssicheren Fälschungsschutz sowie die Einhaltung internationaler Qualitätsstandards wie der ISO 15378 zwingend erforderlich sind.
Wichtigste Erkenntnisse
- Erfahren Sie, wie Sie die komplexen regulatorischen Rahmenbedingungen der EU-Fälschungsschutzrichtlinie und der PPWR-Recyclingvorgaben für Sekundärverpackungen rechtssicher in Ihre Lieferkette integrieren.
- Wir erläutern die spezifischen pharmaverpackungen anforderungen an die Materialbeschaffenheit und warum Vollpappe die notwendige Reinraumtauglichkeit durch die konsequente Vermeidung von Staubemissionen garantiert.
- Analysieren Sie technische Konstruktionsmöglichkeiten für den Erstöffnungsschutz nach EN 16679, um die Integrität pharma-technischer Produkte durch manipulationssichere Verschlusslösungen dauerhaft sicherzustellen.
- Optimieren Sie Ihre Abfüllprozesse durch den Einsatz hochpräziser Automatenzuschnitte, die durch minimale Toleranzen bei Rillung und Stanzung eine störungsfreie Hochgeschwindigkeitsverarbeitung ermöglichen.
- Nutzen Sie die fundierte Expertise in der Entwicklung individueller Faltschachteln aus Vollpappe, um komplexe technische Spezifikationen in funktionale und industriekonforme Verpackungslösungen zu überführen.
Regulatorischer Rahmen: Die EU-Richtlinien für pharmazeutische Sekundärverpackungen
Die technische Abgrenzung zwischen Primär- und Sekundärverpackung ist für die Einhaltung regulatorischer Standards von entscheidender Bedeutung. Während das Primärpackmittel in direktem Kontakt mit dem Arzneimittel steht und dessen chemische Stabilität sichert, fungiert die Sekundärverpackung aus Vollpappe als schützende Hülle gegen physikalische Einflüsse. Die pharmaverpackungen Anforderungen auf dieser Ebene konzentrieren sich primär auf die Informationssicherheit und den Schutz der inneren Verpackungseinheit. Die Richtlinie 2011/62/EU, besser bekannt als Fälschungsschutzrichtlinie, bildet das gesetzliche Fundament für die moderne Kartonherstellung im Pharmasektor. Sie schreibt zwingend vor, dass verschreibungspflichtige Medikamente mit individuellen Erkennungsmerkmalen und einer Vorrichtung gegen Manipulation versehen sein müssen. In diesem Zusammenhang werden oft grundlegende Anforderungen an Pharmaverpackungen herangezogen, um die Konformität mit internationalen Sicherheitsstandards zu gewährleisten. Obwohl die ISO 15378 explizit Qualitätsmanagementsysteme für Primärpackmittelhersteller adressiert, dient sie in der industriellen Praxis als maßgebliche Orientierung für die Implementierung von Good Manufacturing Practices (GMP) bei der Produktion von Sekundärverpackungen.
Gesetzliche Kennzeichnungspflichten und Braille-Schrift
Die haptische Informationsvermittlung auf Pharma-Faltschachteln unterliegt der Norm EN ISO 17351. Diese regelt die präzise Ausführung der Blindenschrift (Braille), wobei die Punktqualität und die Beständigkeit der Prägung über den gesamten Lebenszyklus des Produkts gewahrt bleiben müssen. Vollpappe erweist sich hierbei als technisch überlegenes Material, da sie die für dauerhaft tastbare Punkte notwendige Formstabilität bietet. Parallel dazu müssen variable Daten wie Chargennummern und Verfallsdaten mit höchster Präzision integriert werden. Die optische Zeichenerkennung (OCR) in der Logistikkette setzt einen exzellenten Kontrast und eine fehlerfreie Druckqualität voraus. Nur durch eine homogene Oberflächenbeschaffenheit der Vollpappe kann sichergestellt werden, dass diese sicherheitskritischen Informationen auch unter mechanischer Beanspruchung lesbar bleiben.
Dokumentationspflichten in der pharmazeutischen Lieferkette
Die lückenlose Rückverfolgbarkeit sämtlicher Einsatzstoffe ist ein unverzichtbarer Bestandteil der pharma-technischen Qualitätssicherung. Jeder Produktionslos der eingesetzten Vollpappe muss über die gesamte Wertschöpfungskette hinweg eindeutig identifizierbar sein. Hierbei spielen Konformitätserklärungen eine zentrale Rolle, da sie die Eignung der Materialien für den Einsatz als pharmazeutisches Hilfsmittel formal bestätigen. Die Einhaltung der GMP-Standards in der Weiterverarbeitung garantiert, dass alle Prozesse von der Stanzung bis zur Verklebung unter kontrollierten Bedingungen ablaufen. Dies schließt die systematische Dokumentation aller Fertigungsparameter ein, um die strengen pharmaverpackungen Anforderungen im industriellen Maßstab reproduzierbar zu erfüllen. Eine methodische Prozessüberwachung verhindert Kontaminationen und sichert die technische Präzision, die für moderne Hochgeschwindigkeits-Abfüllanlagen erforderlich ist.
Materialtechnische Anforderungen: Vollpappe als Sicherheitsfaktor
Die Materialbeschaffenheit bildet den entscheidenden Faktor für die Prozesssicherheit in der pharmazeutischen Produktion. Vollpappe zeichnet sich durch eine hohe Materialdichte und eine geschlossene Oberfläche aus, was sie für den Einsatz in kontrollierten Umgebungen prädestiniert. Im Gegensatz zu offenporigen Fasermaterialien, die durch Staubemissionen und Faserabrieb ein Kontaminationsrisiko darstellen könnten, gewährleistet die Homogenität der Vollpappe eine saubere Handhabung. Diese Steifigkeit ist technisch notwendig, um die pharmaverpackungen anforderungen hinsichtlich der Formstabilität zu erfüllen. Ein stabiler Karton verhindert Deformationen unter statischer Last und schützt die Integrität der Primärpackmittel während der gesamten Logistikkette. Zudem erweist sich hochwertige Vollpappe als widerstandsfähig gegenüber Temperaturschwankungen, was die Lagerstabilität sensibler Güter unterstützt.
Hinsichtlich des Migrationspotenzials müssen Sekundärverpackungen so konzipiert sein, dass keine unerwünschten Substanzen auf die unmittelbare Hülle des Arzneimittels diffundieren. Obwohl die EMA-Richtlinie für Kunststoffverpackungen primär Primärbehältnisse adressiert, gelten für Sekundärpackmittel analoge Sorgfaltspflichten. Durch den Einsatz von Frischfaserkartons wird das Risiko für Mineralölmigrationen (MOSH/MOAH) minimiert. Bei hochsensiblen pharma-technischen Produkten können zudem Barrierebeschichtungen integriert werden, um die Beständigkeit gegen Feuchtigkeit und atmosphärische Einflüsse zu erhöhen. Die technische Auslegung spezialisierter Pharmaverpackungen aus Vollpappe bietet hierfür eine verlässliche Basis.
Physikalische Eigenschaften und Schutzfunktionen
Die mechanische Belastbarkeit wird durch Kenngrößen wie die Berstfestigkeit und den Stapelstauchwiderstand präzise definiert. Diese Werte stellen sicher, dass die Verpackung auch bei hoher Beanspruchung in der globalen Logistik nicht versagt. Spezifische Grammaturen der Vollpappe dienen zudem als wirksamer Lichtschutz für photolabile Substanzen. Durch die Konstruktion passgenauer Inlays wird erreicht, dass Primärverpackungen wie Vials oder Ampullen sicher fixiert bleiben; mechanische Beschädigungen durch Vibrationen werden so systematisch ausgeschlossen.
Oberflächenveredelung und Druckfarben
Die Bedruckung erfolgt unter strikter Einhaltung der EuPIA-Leitlinie mit migrationsarmen Systemen. Funktionale Lackierungen reduzieren nicht nur den Abrieb, sondern verhindern auch die statische Aufladung der Oberflächen, was die Prozessgeschwindigkeit in automatisierten Hochgeschwindigkeitsanlagen steigert. Die Oberflächenqualität der Vollpappe ist zudem für die präzise Aufbringung von Serialisierungsmerkmalen optimiert. Dies gewährleistet eine fehlerfreie Lesbarkeit von Datamatrix-Codes durch Inkjet-Druck oder Lasermarkierung, was eine Grundvoraussetzung für die Erfüllung der modernen pharmaverpackungen anforderungen darstellt.
Fälschungssicherheit und Tamper Evidence: Technische Umsetzung
Die physische Implementierung fälschungssicherer Merkmale stellt eine der komplexesten pharmaverpackungen anforderungen dar. Gemäß den geltenden EU-Richtlinien für pharmazeutische Sekundärverpackungen müssen Arzneimittel mit Sicherheitsmerkmalen versehen werden, die jede Manipulation am Verschluss unmittelbar und irreversibel erkennbar machen. Während digitale Tracking-Systeme die datentechnische Rückverfolgbarkeit sichern, obliegt der konstruktiven Gestaltung der Faltschachtel der physische Manipulationsschutz. Hierbei wird die Norm EN 16679 als technischer Maßstab herangezogen, um den Erstöffnungsschutz (Tamper Evidence) durch spezifische konstruktive Eingriffe in die Vollpappe zu realisieren. Die Materialkonstanz der Vollpappe ist dabei die Grundvoraussetzung, um Sicherheitsmerkmale prozesssicher auf Hochgeschwindigkeit-Verpackungslinien zu applizieren.
Im industriellen Fertigungsprozess werden verschiedene technologische Ansätze verfolgt, um den Erstöffnungsschutz zu gewährleisten. Die Integration von Klebeverschlüssen erfordert eine präzise Abstimmung zwischen dem Klebstoffsystem und der Oberflächenspannung der Vollpappe. Es wird eine stoffschlüssige Verbindung angestrebt, die bei einem unbefugten Öffnungsversuch zur sichtbaren Zerstörung der Kartonfasern führt. Alternativ kommen spezielle Laschenkonstruktionen zum Einsatz, die durch definierte Ausstanzungen eine zerstörungsfreie Erstöffnung unmöglich machen. Die Wahl der Vollpappe ist hierbei entscheidend; ihre homogene Struktur ermöglicht die Einhaltung engster Toleranzen bei der Stanzung, was für die Funktionalität dieser Sicherheitsmerkmale in automatisierten Prozessen essenziell ist. Physische Voraussetzungen wie die Oberflächenglätte beeinflussen zudem die Haftkraft von Sicherheitssiegeln, die als additive Komponente den Manipulationsschutz verstärken.
Konstruktive Erstöffnungsschutz-Mechanismen
In der pharma-technischen Entwicklung werden Perforationslinien und Reißlaschen als sichtbare Beweise der Erstöffnung direkt in das Design der Faltschachtel integriert. Durch Spezialklebungen wird erreicht, dass beim Aufbrechen der Lasche die oberste Schicht der Vollpappe abgetrennt wird. Ein zerstörungsfreies Wiederverschließen wird durch dieses präzise Design systematisch unterbunden. Die mechanische Integrität der Vollpappe garantiert dabei, dass diese Schutzfunktionen auch unter logistischer Beanspruchung stabil bleiben und nicht vorzeitig durch Vibrationen oder Druckeinwirkungen versagen.
Serialisierung und Datenintegrität
Die Serialisierung mittels 2D-Data-Matrix-Code erfordert spezifische physikalische Voraussetzungen der Kartonoberfläche. Es werden glatte, hochweiße Druckfelder bereitgestellt, um maximale Scan-Raten bei der optischen Kontrolle zu erzielen. Die Positionierung des Codes muss exakt auf die automatisierten Kamerasysteme der Abfülllinien abgestimmt sein. Da die dauerhafte Lesbarkeit der Codes direkt mit der Materialstabilität korreliert, verhindert der Einsatz von Vollpappe ein Verziehen oder Einfallen der Druckflächen. Dies stellt sicher, dass die Datenintegrität über die gesamte Haltbarkeitsdauer des pharma-technischen Produkts gewahrt bleibt und Fehlermeldungen in der Apothekenabgabe vermieden werden.
Maschinengängigkeit und Prozessoptimierung in der Abfüllung
Die Effizienz hochautomatisierter Abfülllinien wird maßgeblich durch die mechanische Präzision der Sekundärverpackung determiniert. Um den strengen pharmaverpackungen anforderungen in der industriellen Serienfertigung gerecht zu werden, müssen Automatenzuschnitte eine absolute Maßhaltigkeit aufweisen. Bereits minimale Abweichungen im Millimeterbereich können bei Hochgeschwindigkeitsanlagen, die mehrere hundert Einheiten pro Minute verarbeiten, zu kostspieligen Maschinenstillständen führen. Die technische Überlegenheit der Vollpappe zeigt sich hier in ihrer homogenen Faserstruktur, die eine Einhaltung engster Toleranzen bei der Rillung und Stanzung ermöglicht. Eine präzise definierte Rilltiefe ist essenziell, um ein exaktes Faltverhalten ohne Materialbruch zu garantieren, was die Basis für eine störungsfreie Verarbeitung bildet.
Ein kritischer technischer Parameter für die Prozessstabilität ist der Reibungskoeffizient der Kartonoberfläche. Dieser muss so kalibriert sein, dass Vakuumsauger die Zuschnitte sicher vereinzeln können, ohne dass es zu Doppelabzügen oder Gleitfehlern kommt. Parallel dazu ist eine optimale Planlage der Vollpappe unverzichtbar; jede Krümmung des Materials würde den automatisierten Einzug behindern. Ein oft unterschätzter Faktor ist die staubfreie Kantenführung. Durch den Einsatz spezialisierter Werkzeuge bei der Stanzung wird sichergestellt, dass keine losen Partikel die Sensorik oder die mechanischen Greifer der Anlagen verschmutzen. Diese technische Sauberkeit ist eine Grundvoraussetzung für den Betrieb in kontrollierten pharma-technischen Umgebungen. Für eine optimierte Linienleistung empfiehlt sich der Einsatz hochpräziser Automatenzuschnitte, die exakt auf die Spezifikationen der vorhandenen Anlagentechnik abgestimmt sind.
Technische Spezifikationen für Faltschachtel-Aufrichter
Beim Aufrichtevorgang der Faltschachtel wirken definierte Kräfte auf das Material. Die Aufrichtekräfte müssen innerhalb eines engen Fensters liegen: Sind sie zu hoch, drohen Verformungen oder Stopps im Aufrichter; sind sie zu niedrig, fehlt der Verpackung die notwendige Rückstellkraft für den Schließprozess. Die Einstecklaschen werden konstruktiv so gestaltet, dass sie reibungslos in den Korpus gleiten, wobei die Klebelaschenbreite und die Oberflächenspannung der Vollpappe exakt auf das eingesetzte Klebstoffsystem abgestimmt werden müssen. Dies sichert eine sofortige Haftung und dauerhafte Stabilität des Verschlusses unter Prozessgeschwindigkeit.
Qualitätskontrolle während der Serienfertigung
Die Sicherstellung konstanter Qualität erfolgt durch eine lückenlose Überwachung der Fertigungsparameter. In-Line-Kamerasysteme prüfen während der Produktion jede Einheit auf Druckgenauigkeit und Stanzpräzision. Die Biegesteifigkeit wird regelmäßig gemäß geltenden DIN-Normen, wie der DIN 53121, kontrolliert, um die mechanische Belastbarkeit zu verifizieren. Alle erhobenen Daten werden systematisch protokolliert und fließen in die pharmazeutische Dokumentation ein. Diese methodische Vorgehensweise garantiert, dass jede Charge der Sekundärverpackung die technischen pharmaverpackungen anforderungen vollumfänglich erfüllt und eine maximale Anlageneffektivität unterstützt.
Fachberatung und Entwicklung bei Hubert von Carnap
Hubert von Carnap blickt auf eine über 150-jährige Expertise in der Verarbeitung von hochwertiger Vollpappe zurück. Diese Beständigkeit bildet das Fundament für die Entwicklung hochspezialisierter pharma-technischer Produkte, die exakt auf die individuellen Anforderungen der Kunden abgestimmt sind. Das Unternehmen agiert als technischer Partner, der die komplexen pharmaverpackungen anforderungen bereits in der Konzeptionsphase methodisch berücksichtigt. Durch die tiefe Verwurzelung in der Materialkunde wird sichergestellt, dass jede Konstruktion die notwendige mechanische Belastbarkeit und regulatorische Konformität aufweist. Die fachliche Beratung umfasst dabei die gesamte Wertschöpfungskette, von der Auswahl der geeigneten Faserqualität bis hin zur finalen Veredelung unter Berücksichtigung industrieller Reinheitsvorgaben.
Ein zentraler Bestandteil der Entwicklungsarbeit ist die Optimierung der Maschinengängigkeit durch systematisches Prototyping und CAD-gestützte Konstruktion. Bevor eine Serienfertigung eingeleitet wird, werden physische Muster erstellt, die eine Validierung der Konstruktion auf den kundeneigenen Abfüllanlagen ermöglichen. Dies minimiert das Risiko von Prozessunterbrechungen und sichert die technische Präzision der Automatenzuschnitte ab. Die konstruktive Fachberatung erstreckt sich hierbei auf die gesamte Geometrie der Faltschachtel, um eine maximale Effizienz in der Hochgeschwindigkeitsabfüllung zu gewährleisten. Dabei werden auch komplexe Sonderkonstruktionen realisiert, die spezifische Anforderungen an den Produktschutz und die funktionale Handhabung erfüllen.
Full-Service von der Konstruktion bis zur Serie
Der Prozess beginnt mit einer detaillierten technischen Beratung zur Materialwahl, wobei die spezifischen Barriereanforderungen und physikalischen Belastungsprofile analysiert werden. Die Erstellung von Weißmustern dient als Grundlage für erste Testläufe, wodurch die Passgenauigkeit von Inlays und Verschlusssystemen unter Realbedingungen geprüft wird. In der anschließenden Serienfertigung wird ein striktes Qualitätsmanagement angewandt, das auf zertifizierten Prozessen nach ISO 9001 basiert. Jedes Projekt wird durch eine lückenlose Dokumentation begleitet, die den hohen Standards der pharmazeutischen Industrie entspricht und die Rückverfolgbarkeit aller eingesetzten Vollpappe-Chargen garantiert.
Nachhaltigkeit ohne Kompromisse bei der Sicherheit
Angesichts der EU-Verpackungsverordnung (PPWR), die bereits für 2025 und 2030 verbindliche Recyclingziele von 85 Prozent für Papier und Karton definiert hat, gewinnt die ökologische Materialeffizienz an Bedeutung. Hubert von Carnap setzt konsequent auf nachhaltige Vollpappe-Qualitäten aus verantwortungsvollen Quellen, die eine hohe Kreislauffähigkeit ohne Einbußen bei der Schutzfunktion garantieren. Durch die Optimierung der Zuschnitt-Layouts wird der Verschnitt systematisch reduziert und die Ressourcennutzung maximiert. Dieser Ansatz leistet einen direkten Beitrag zur Corporate Responsibility der Kunden, ohne die Sicherheit der pharma-technischen Produkte zu gefährden. Lassen Sie sich zu Ihren Pharmaverpackungen beraten, um Ihre spezifischen Projekte technisch fundiert und zukunftssicher umzusetzen.
Zukunftssichere Implementierung technischer Standards in der Pharma-Logistik
Die Einhaltung der komplexen pharmaverpackungen anforderungen erfordert im Jahr 2026 eine methodische Verzahnung von Materialwissenschaft und regulatorischer Expertise. Wie dargelegt, bildet die ausschließliche Verwendung von hochwertiger Vollpappe die technische Grundlage, um sowohl die Reinraumtauglichkeit durch Staubfreiheit als auch die geforderten Recyclingquoten der PPWR sicherzustellen. Die konstruktive Präzision bei der Umsetzung von Erstöffnungsschutz und Serialisierungsmerkmalen ist dabei kein isolierter Prozess, sondern die Voraussetzung für eine störungsfreie Hochgeschwindigkeitsabfüllung ohne kostenintensive Maschinenstillstände.
Hubert von Carnap unterstützt Sie als spezialisierter Partner mit über 150 Jahren Expertise in der Kartonverarbeitung bei der Realisierung Ihrer Projekte. Das Angebot umfasst einen umfassenden Full-Service, der von der initialen Konstruktionsberatung über das Prototyping bis zur hochpräzisen Serienfertigung Ihrer pharma-technischen Sekundärverpackungen reicht. Durch den Fokus auf exakte Automatenzuschnitte aus Vollpappe werden Prozessrisiken systematisch minimiert und die langfristige Stabilität Ihrer Lieferkette gewährleistet.
Jetzt technische Beratung für Pharmaverpackungen anfragen
Setzen Sie auf bewährte Industriestandards und technische Exzellenz für Ihre anspruchsvollen Verpackungslösungen.
Häufig gestellte Fragen zu pharmazeutischen Sekundärverpackungen
Was sind die wichtigsten regulatorischen Anforderungen an Pharmaverpackungen?
Die zentralen regulatorischen Vorgaben umfassen den Schutz vor Fälschungen, die lückenlose Rückverfolgbarkeit jeder Einheit sowie die Einhaltung strenger GMP-Standards. Diese pharmaverpackungen anforderungen stellen sicher, dass Sekundärverpackungen als manipulationssichere Hülle fungieren und die Patientensicherheit über die gesamte Lieferkette gewährleisten. Hierbei müssen technische Merkmale wie der Unique Identifier und Vorrichtungen gegen Manipulation zwingend in das Verpackungsdesign integriert werden.
Welche technischen Vorteile bietet Vollpappe für die pharmazeutische Produktion?
Vollpappe ist aufgrund ihrer homogenen Faserstruktur und der geschlossenen, glatten Oberfläche die technisch bevorzugte Wahl für Reinraumumgebungen. Sie vermeidet prozessbedingte Staubemissionen und bietet eine exzellente Formstabilität sowie Planlage, was für die präzise Bedruckung und Serialisierung essenziell ist. Die Materialdichte garantiert zudem, dass die Verpackung auch bei mechanischer Beanspruchung in Hochgeschwindigkeitsanlagen ihre strukturelle Integrität behält.
Welche Rolle spielt die Richtlinie 2011/62/EU für die Verpackungskonstruktion?
Die Richtlinie 2011/62/EU verpflichtet Hersteller zur Integration von Sicherheitsmerkmalen, die eine eindeutige Identifizierung und den Nachweis von Manipulationen ermöglichen. Für die Konstruktion bedeutet dies die zwingende Implementierung von 2D-Data-Matrix-Codes und physischen Erstöffnungsschutz-Mechanismen. Diese gesetzlichen Vorgaben transformieren die Sekundärverpackung von einem reinen Schutzmedium zu einem aktiven, digital lesbaren Informationsträger innerhalb der pharmazeutischen Logistik.
Was versteht man unter Tamper Evidence bei Pharma-Faltschachteln?
Unter Tamper Evidence versteht man technische Vorrichtungen, die eine Erstöffnung der Verpackung unmittelbar und irreversibel anzeigen. Dies wird konstruktiv durch Perforationslinien, spezifische Reißlaschen oder Spezialklebungen realisiert, die beim Öffnen die Faserstruktur der Vollpappe sichtbar zerstören. Gemäß der Norm EN 16679 muss diese Funktion so gestaltet sein, dass ein zerstörungsfreies Wiederverschließen systematisch unterbunden wird, um die Echtheit des Produkts zu garantieren.
Müssen Sekundärverpackungen für Pharma-Produkte Braille-Schrift enthalten?
Ja, die Angabe des Arzneimittelnamens und der Wirkstärke in Blindenschrift ist gemäß der Richtlinie 2001/83/EG auf der äußeren Umhüllung zwingend vorgeschrieben. Die technische Umsetzung erfolgt durch eine Blindprägung auf der Vollpappe, wobei die DIN EN ISO 17351 die Anforderungen an die Punkthöhe und Abstände definiert. Eine präzise Prägung stellt sicher, dass die Informationen für sehbehinderte Patienten über den gesamten Produktlebenszyklus hinweg tastbar bleiben.
Wie wird die Maschinengängigkeit von Pharmaverpackungen sichergestellt?
Die Maschinengängigkeit wird durch die Einhaltung minimaler Toleranzen bei der Stanzung und Rillung sowie durch exakt kalibrierte Reibungskoeffizienten der Kartonoberfläche gewährleistet. Hochpräzise Automatenzuschnitte aus Vollpappe verhindern Störungen beim Aufrichten und Schließen in automatisierten Linien. Durch systematisches Prototyping werden die mechanischen Eigenschaften der pharmaverpackungen anforderungen vor dem Start der Serienfertigung validiert, um maximale Anlageneffektivität zu sichern.
Sind Sekundärverpackungen für pharma-technische Produkte für direkten Lebensmittelkontakt geeignet?
Nein, Sekundärverpackungen für pharma-technische Produkte sind explizit nicht für den direkten Kontakt mit Lebensmitteln konzipiert. Ihre Funktion beschränkt sich auf den Schutz und die Informationsträgerschaft für bereits primär verpackte Güter. Bei Anwendungen im Lebensmittelbereich dienen diese Lösungen ausschließlich als äußere Schutzhülle; eine Eignung als Primärverpackung für unverpackte Lebensmittel ist aufgrund der spezifischen materialtechnischen Ausrichtung ausgeschlossen.
Welche Druckverfahren werden für die Serialisierung von Pharmaverpackungen eingesetzt?
Für die Serialisierung mittels individueller Erkennungsmerkmale werden primär hochauflösende Inkjet-Systeme oder Lasermarkierungsverfahren eingesetzt. Die Oberflächenbeschaffenheit der Vollpappe muss hierfür einen exzellenten Kontrast und eine optimale Saugfähigkeit aufweisen, um die Lesbarkeit der 2D-Data-Matrix-Codes sicherzustellen. Dies garantiert eine fehlerfreie optische Erfassung durch Kamerasysteme bei hohen Prozessgeschwindigkeiten und sichert die Datenintegrität bis zur Abgabe an den Patienten.