

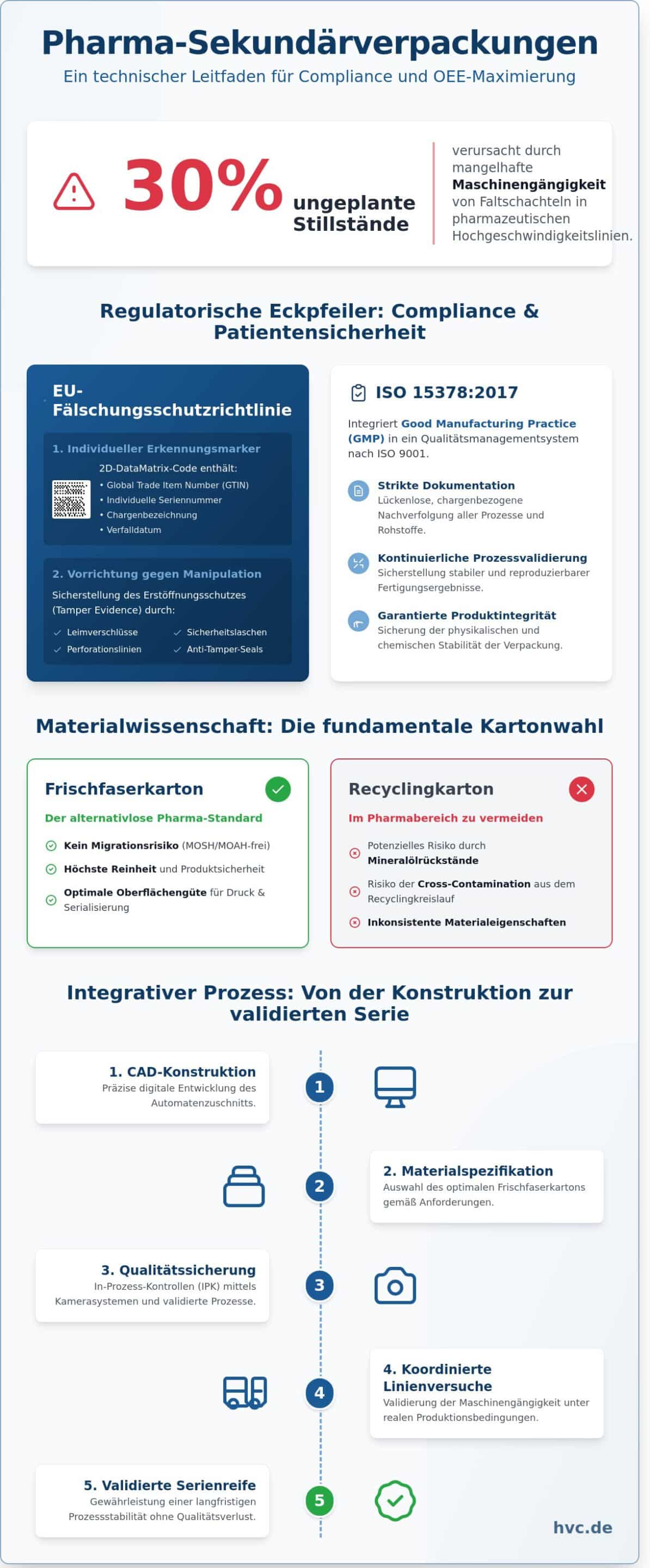
Wussten Sie, dass laut aktuellen Erhebungen im Bereich der Anlageneffektivität bis zu 30 % der ungeplanten Stillstände in pharmazeutischen Hochgeschwindigkeitslinien durch eine mangelhafte Maschinengängigkeit der Faltschachteln verursacht werden? Die Sicherstellung einer lückenlosen Compliance gemäß der EU-Falscharzneimittelrichtlinie (EU-FMD) sowie die Einhaltung der ISO 15378 stellen höchste Anforderungen an die technische Beschaffenheit von Pharmaverpackungen. Es wird von Ihnen zu Recht vorausgesetzt, dass Migrationsrisiken durch Druckfarben oder Kartonbestandteile konsequent ausgeschlossen werden, während gleichzeitig die Gesamtanlageneffektivität (OEE) auf einem stabilen Niveau verbleiben muss.
Dieser Leitfaden bietet Ihnen eine fundierte technische Analyse der regulatorischen und funktionalen Anforderungen an pharmazeutische Sekundärverpackungen. Es wird detailliert dargelegt, wie durch die präzise Abstimmung von Materialspezifikationen und mechanischen Parametern eine rechtssichere sowie wirtschaftlich optimierte Verpackungslösung realisiert werden kann. Die methodische Untersuchung umfasst dabei sowohl die Auswahl nachhaltiger Materialien als auch die technologischen Voraussetzungen für eine störungsfreie automatisierte Verarbeitung, um eine langfristige Prozessstabilität ohne Qualitätsverlust zu gewährleisten.
Wichtigste Erkenntnisse
- Sicherstellung technischer Compliance durch die präzise Umsetzung der ISO 15378 und der EU-Fälschungsschutzrichtlinie im Bereich des Erstöffnungsschutzes.
- Fachliche Bewertung von Kartonqualitäten hinsichtlich ihrer Migrationsstabilität und der erforderlichen Oberflächengüte für eine hochauflösende 2D-DataMatrix-Serialisierung.
- Steigerung der Gesamtanlageneffektivität (OEE) mittels präziser Automatenzuschnitte, die speziell auf die mechanischen Anforderungen moderner Pharmaverpackungen abgestimmt sind.
- Validierung der Serienreife durch einen integrativen Entwicklungsansatz, der von der CAD-Konstruktion bis hin zu koordinierten Linienversuchen alle technischen Parameter berücksichtigt.
Sekundärverpackungen in der pharmazeutischen Industrie: Definition und Schutzfunktionen
Die präzise Abgrenzung zwischen Primär- und Sekundärverpackung ist im EU-GMP-Leitfaden (Good Manufacturing Practice) festgeschrieben. Während die Primärverpackung den direkten Kontakt zum Wirkstoff hält, bilden Sekundärverpackungen in der pharmazeutischen Industrie die äußere Schutzhülle um die Primärverpackung und bieten zusätzlichen Schutz sowie Raum für Informationen und die Markendarstellung, wie sie beispielsweise von der Hubert von Carnap GmbH & Co. KG realisiert werden.
Compliance und Patientensicherheit: EU-Fälschungsschutzrichtlinie und ISO 15378
Die regulatorischen Anforderungen an moderne pharmaverpackungen sind durch die EU-Fälschungsschutzrichtlinie (Richtlinie 2011/62/EU) seit dem 9. Februar 2019 verbindlich definiert. Jede Packung verschreibungspflichtiger Humanarzneimittel muss seither zwingend zwei Sicherheitsmerkmale aufweisen: einen individuellen Erkennungsmarker in Form eines 2D-DataMatrix-Codes sowie eine Vorrichtung gegen Manipulation. Die Serialisierung umfasst die Erfassung der Global Trade Item Number (GTIN), einer individuellen Seriennummer, der Chargenbezeichnung und des Verfalldatums. Diese Daten werden in ein zentrales europäisches Verifizierungssystem hochgeladen, um die lückenlose Rückverfolgbarkeit in der gesamten Lieferkette zu gewährleisten.
Die Zertifizierung nach ISO 15378:2017 bildet die wesentliche Grundlage für die Produktion von Primär- und Sekundärpackmitteln. Diese Norm integriert die spezifischen Anforderungen der Good Manufacturing Practice (GMP) in ein Qualitätsmanagementsystem nach ISO 9001. Für Hersteller resultiert daraus eine strikte Dokumentationspflicht und die kontinuierliche Validierung sämtlicher Fertigungsprozesse. Nur durch diese methodische Vorgehensweise kann die physikalische und chemische Integrität der Produkte über den gesamten Lebenszyklus hinweg garantiert werden.
Konstruktive Lösungen für den Erstöffnungsschutz
Der Schutz vor unbefugtem Öffnen (Tamper Evidence) wird durch unterschiedliche technische Ansätze realisiert. Bei Faltschachteln kommen häufig vollflächige Leimverschlüsse zum Einsatz, die beim ersten Öffnen die Kartonoberfläche irreversibel zerstören. Alternativ bieten mechanische Sicherheitslaschen eine haptische Rückmeldung über die Erstöffnung. Perforationslinien ermöglichen eine gezielte Materialschwächung, wodurch Manipulationsversuche sofort visuell erkennbar sind. Für hochsensible Anwendungen werden zusätzlich Anti-Tamper-Seals integriert, die als Sicherheitsetiketten über die Einstecklaschen geklebt werden und bei Ablösung sichtbare Rückstände hinterlassen oder das Substrat beschädigen.
Qualitätsmanagement in der Produktion
Die Fertigung hochwertiger pharmaverpackungen erfordert eine stringente Überwachung durch In-Prozess-Kontrollen (IPK). Während der Bedruckung und Stanzung kommen hochauflösende Kamerasysteme zum Einsatz, die jedes Element gegen die hinterlegten Spezifikationen abgleichen. Ein zentraler Aspekt ist die konsequente Vermeidung von Cross-Contamination. Dies wird durch eine strikte räumliche Trennung der Produktionslinien und validierte Reinigungsprozesse erreicht. Die Dokumentation erfolgt lückenlos chargenbezogen und ermöglicht eine Rückverfolgung bis zu den eingesetzten Rohstoffen. Eine präzise Abstimmung der technischen Parameter sichert die langfristige Funktionalität der Komponenten, wie sie auch bei spezialisierten technischen Lösungen für anspruchsvolle Industriezweige vorausgesetzt wird.
Materialwissenschaft: Auswahl des optimalen Kartons für Pharma-Anwendungen
In der Herstellung von Pharmaverpackungen wird die Materialwahl primär durch regulatorische Sicherheitsvorgaben und die technische Integrität des Inhalts bestimmt. Während Recyclingkarton in anderen Industrien ökologische Vorteile bietet, dominiert im pharmazeutischen Sektor der Einsatz von Frischfaserkarton. Dieser Vorzug begründet sich in der Vermeidung von Mineralölrückständen (MOSH/MOAH), die aus Zeitungsdruckfarben in Recyclingkreisläufen stammen. Diese Substanzen können durch Gasphasenmigration in das Arzneimittel gelangen, was bei Primärverpackungen ohne zusätzliche Barriere ein erhebliches Risiko darstellt. Ähnliche Anforderungen an Barriereeigenschaften und Materialstabilität gelten auch für die Verpackung gekühlter Lebensmittel, wo Feuchtigkeitsresistenz und thermische Stabilität der Kartonmaterialien entscheidend sind.
Die technische Leistungsfähigkeit des Kartons wird über spezifische Parameter definiert, die eine störungsfreie Verarbeitung in Hochleistungs-Kartonierern gewährleisten. Die Biegesteifigkeit, gemessen nach DIN 53121, ist hierbei die kritische Größe für die Maschinengängigkeit. Hohe Steifigkeitswerte bei gleichzeitig reduziertem Flächengewicht ermöglichen Prozessgeschwindigkeiten von über 400 Takten pro Minute. Ein hoher Weißgrad (ISO-Weißgrad oft über 90 %) sowie eine exzellente Oberflächenglätte sind zudem Vorraussetzung für die automatisierte Codierung. Nur eine homogene Oberfläche garantiert die fehlerfreie Lesbarkeit von 2D-Matrix-Codes und Serialisierungsdaten gemäß ISO/IEC 15415.
- Frischfaseranteil: Gewährleistet Geruchsneutralität und Reinheit nach Empfehlung XXXVI des BfR.
- Reißfestigkeit: Verhindert das Aufplatzen der Laschen bei der automatischen Befüllung.
- Zertifizierung: Nachhaltigkeit wird durch lückenlose FSC- oder PEFC-Nachweise dokumentiert, die eine verantwortungsvolle Waldbewirtschaftung belegen.
Kartonqualitäten im technischen Vergleich
Chromokarton (GC1 und GC2) stellt aufgrund seiner pigmentierten Deckschicht und des hohen Volumens das Standardmaterial für anspruchsvolle Pharmaverpackungen dar. Für Anwendungen, die eine maximale Reinheit und außergewöhnliche Festigkeit erfordern, wird Zellstoffkarton (SBS) eingesetzt. Dieser besteht zu 100 % aus gebleichtem chemischem Zellstoff. Um die Migration von Schadstoffen gänzlich auszuschließen, kommen funktionale Barrierebeschichtungen zum Einsatz, die als physikalische Trennschicht gegen Mineralöle und andere organische Verbindungen wirken.
Veredelungstechniken unter funktionalen Aspekten
Veredelungen dienen in der Pharmaindustrie selten rein ästhetischen Zwecken. Dispersionslacke werden gezielt eingesetzt, um den Reibungskoeffizienten der Oberfläche einzustellen, was die Gleiteigenschaften in der Verpackungsanlage optimiert. Der Einsatz von UV-Lacken wird kritisch bewertet, da nicht vollständig ausgehärtete Photoinitiatoren ein potenzielles Migrationsrisiko darstellen. In sensiblen Bereichen wird daher oft auf wasserbasierte Systeme ausgewichen. Prägetechniken übernehmen funktionale Aufgaben: Die Blindprägung nach EN ISO 17351 ist für die Blindenschrift (Braille) gesetzlich vorgeschrieben, während Mikro- oder Strukturprägungen als haptische Sicherheitsmerkmale zur Fälschungssicherheit beitragen.
Maximierung der OEE durch präzise Automatenzuschnitte
In hochautomatisierten Abfülllinien der pharmazeutischen Industrie entscheidet die mechanische Präzision der Kartonagen unmittelbar über die Gesamtanlageneffektivität (OEE). Wenn Hochgeschwindigkeits-Anlagen mit Taktraten von über 450 Einheiten pro Minute operieren, führen bereits geringfügige Materialfehler zu kostspieligen Kettenreaktionen. Stillstandzeiten von nur wenigen Minuten reduzieren den täglichen Output um mehrere tausend Einheiten. Eine exakte Rillung und Stanzung der Zuschnitte ist daher keine rein ästhetische Anforderung, sondern eine technische Notwendigkeit zur Vermeidung von Prozessunterbrechungen. Durch ein optimiertes Aufrichteverhalten wird sichergestellt, dass pharmaverpackungen ohne mechanischen Widerstand vom Magazin in die Transportkette übergeben werden.
Konstruktive Details für die Maschinengängigkeit
Die geometrische Auslegung von Einstecklaschen und Bodenkonstruktionen muss präzise auf die Spezifikationen der eingesetzten Kartonierer abgestimmt sein. Ein kritisches Element stellt das Toleranzmanagement bei großvolumigen Serienfertigungen dar. Hierbei werden Fertigungstoleranzen oft auf Werte unter 0,25 mm begrenzt, um Fehlfaltungen zu unterbinden. Ein besonderes Augenmerk liegt auf dem Öffnungswiderstand der flachliegenden Zuschnitte. Ist die Rückstellkraft des Materials zu hoch, können die Vakuumsauger der Aufrichtestation die Schachtel nicht zuverlässig fixieren. Technische Messverfahren ermitteln hierbei die notwendigen Biegemomente, um eine konstante Verarbeitungsqualität sicherzustellen, die auch bei maximaler Maschinengeschwindigkeit stabil bleibt.
Logistik und Handling der Zuschnitte
Die technische Integrität der Zuschnitte hängt maßgeblich von den Umgebungsbedingungen während der Lagerung und des Transports ab. Eine kontrollierte Klimatisierung ist zwingend erforderlich, um die Planlage des Kartons zu bewahren. Feuchtigkeitsschwankungen von mehr als 10 % führen zu einer Veränderung der Faserstruktur, was ein Wölben der Zuschnitte zur Folge hat. Für die Einschleusung in Reinraumbereiche der Klassen C oder D werden spezifische Verpackungskonzepte genutzt. Hierzu zählen doppelte PE-Umhüllungen, die einen staubfreien Transfer gewährleisten. Die Palettierung erfolgt nach strengen Schemata für automatisierte Zuführsysteme, wobei ein Kantenschutz die Verformung der untersten Lagen verhindert. Diese Maßnahmen stellen sicher, dass die pharmaverpackungen in einem technisch einwandfreien Zustand direkt in den Produktionsprozess integriert werden können.
Die Optimierung Ihrer Verpackungsprozesse beginnt bei der technischen Spezifikation der Zuschnitte. Erfahren Sie mehr über unsere Engineering-Leistungen und fordern Sie eine individuelle technische Beratung für Ihre Produktionslinie an.
Pharmazeutische Verpackungsentwicklung: Von der Konstruktion zur Serie
Die Überführung einer Verpackungsidee in eine prozesssichere Serienfertigung erfordert im medizinischen Sektor eine lückenlose technische Planung. Hubert von Carnap GmbH & Co. KG verfolgt hierbei einen Full-Service-Ansatz, der die Beratung, die konstruktive Entwicklung und die finale Produktion unter einem Dach vereint. Dieser integrierte Prozess minimiert Schnittstellenverluste und stellt sicher, dass die entwickelten Pharmaverpackungen exakt auf die Anforderungen der automatisierten Abfülllinien abgestimmt sind.
Im Zentrum der Konstruktionsphase steht die Erstellung präziser CAD-Muster. Diese technischen Prototypen dienen nicht nur der optischen Kontrolle, sondern werden für reale Linienversuche beim Kunden eingesetzt. Hierbei wird die mechanische Belastbarkeit sowie die Gängigkeit in den Verpackungsanlagen validiert. Ein wesentlicher Fokus liegt auf der Optimierung des Materialeinsatzes. Durch gezielte statische Berechnungen und die Auswahl geeigneter Kartongrammaturen lassen sich die Materialkosten senken und der CO2-Fußabdruck der Sekundärverpackung um messbare Werte reduzieren. Für komplexe Packungsinhalte wie Kombinationspräparate, Kits oder empfindliche Glasampullen werden individuelle Inlays und konstruktive Schutzmechanismen entwickelt, die eine Fixierung der Komponenten ohne zusätzliches Füllmaterial ermöglichen.
Der Entwicklungsprozess bei Hubert von Carnap GmbH & Co. KG
Der Prozess beginnt mit einer detaillierten Anforderungsanalyse, in der technische Spezifikationen zu Materialfestigkeit und Barrierefunktionen definiert werden. Auf dieser Basis erfolgt die technische Beratung zur optimalen Konstruktion, um eine maximale Materialeffizienz zu erreichen. Der Musterbau wird konsequent unter den Bedingungen der späteren Serienproduktion durchgeführt. Dies ermöglicht eine verlässliche Validierung der Verpackungslösung für den automatisierten Prozess, bevor die Werkzeugfertigung und der Druck erfolgen. Jede Konstruktion wird dabei auf die spezifischen Anforderungen der Pharmalogistik hin geprüft.
Vorteile einer partnerschaftlichen Zusammenarbeit
Die langjährige Expertise in der Umsetzung nationaler Pharma-Projekte garantiert eine rechtssichere und technisch einwandfreie Ausführung. Kunden profitieren von einer hohen Flexibilität bei den Losgrößen, was insbesondere bei Markteinführungen oder Nischenprodukten von wirtschaftlicher Bedeutung ist. Durch den Einsatz modernster Fertigungstechnik und ein strenges Qualitätsmanagement nach ISO-Standards wird eine konstante Präzision sichergestellt. Die technische Kompetenz von Hubert von Carnap GmbH & Co. KG geht über die reine Produktion hinaus; sie umfasst die Bereitstellung exakter Datenblätter und die Unterstützung bei der Optimierung bestehender Pharmaverpackungen hinsichtlich ihrer Prozessgeschwindigkeit und Nachhaltigkeit.
- Vermeidung von Stillstandzeiten durch vorab validierte CAD-Konstruktionen
- Reduktion des ökologischen Fußabdrucks durch materialsparende Designs
- Sichere Fixierung fragiler Inhalte durch maßgeschneiderte Inlay-Lösungen
- Transparente Dokumentation und Einhaltung strenger Qualitätsvorgaben
Prozessstabilität und Compliance durch technische Präzision realisieren
Die Implementierung normgerechter Sekundärverpackungen verlangt eine lückenlose Abstimmung zwischen Materialwahl und konstruktiver Genauigkeit. Die strikte Einhaltung der EU-Fälschungsschutzrichtlinie sowie der Zertifizierung nach ISO 15378 bildet die unverzichtbare Grundlage für maximale Patientensicherheit und regulatorische Konformität. Durch den gezielten Einsatz hochpräziser Automatenzuschnitte wird die Gesamtanlageneffektivität in der Produktion nachhaltig optimiert, da maschinengängige Zuschnitte kostspielige Prozessunterbrechungen effektiv verhindern. HVC stützt sich auf eine über 150-jährige Expertise in der Kartonverarbeitung, um komplexe Spezifikationen in belastbare Serienprodukte zu überführen.
Zertifizierte Qualitätsmanagementsysteme stellen sicher, dass jede Charge den hohen Anforderungen der pharmazeutischen Industrie entspricht. Die Wahl des optimalen Kartons entscheidet dabei maßgeblich über die Schutzfunktion und die Langlebigkeit der pharmaverpackungen innerhalb der globalen Lieferkette. Vertrauen Sie auf eine technische Beratung, die tief in der Materie verwurzelt ist und Ihre Projekte von der ersten Konstruktionszeichnung bis zur finalen Serie mit fachlicher Souveränität begleitet. Wir freuen uns darauf, Ihre spezifischen Anforderungen gemeinsam mit Ihnen umzusetzen.
Kontaktieren Sie unsere Experten für Ihre Pharma-Verpackungslösung
Häufig gestellte Fragen zu Spezialverpackungen
Was ist der Unterschied zwischen Primär- und Sekundärverpackung in der Pharmazie?
Primärverpackungen stehen in direktem physischem Kontakt mit dem Arzneimittel und müssen dessen chemische sowie physikalische Stabilität gewährleisten. Beispiele hierfür sind Blisterpackungen, Ampullen oder Durchstechflaschen, die strengen Reinheitsanforderungen unterliegen. Die Sekundärverpackung dient als äußere Schutzhülle, meist in Form einer Faltschachtel, und übernimmt wichtige logistische sowie informative Funktionen.
Diese äußere Hülle schützt die Primärverpackung vor mechanischen Einflüssen und trägt die gesetzlich vorgeschriebenen Kennzeichnungen nach § 10 AMG. Während die Primärverpackung Barriereeigenschaften gegen Feuchtigkeit oder Sauerstoff bieten muss, fokussiert sich die Sekundärverpackung auf die Serialisierung und den Erstöffnungsschutz.
Welche Anforderungen stellt die EU-Fälschungsschutzrichtlinie an Faltschachteln?
Die EU-Richtlinie 2011/62/EU schreibt für verschreibungspflichtige Medikamente zwingend zwei Sicherheitsmerkmale auf der Sekundärverpackung vor. Jede Schachtel muss einen individuellen Erkennungsmarker in Form eines 2D-Data-Matrix-Codes tragen, der eine lückenlose Rückverfolgung im securPharm-System ermöglicht. Zusätzlich ist eine Vorrichtung gegen Manipulation erforderlich, die jede unbefugte Öffnung der Packung sofort erkennbar macht.
Die technische Umsetzung des Erstöffnungsschutzes erfolgt meist über Sicherheitsklebungen oder spezielle Konstruktionslaschen gemäß der Norm EN 16679. Diese Merkmale stellen sicher, dass Patienten die Authentizität ihres Medikaments zweifelsfrei verifizieren können. Verstöße gegen diese Richtlinie führen zum sofortigen Verkaufsstopp der betroffenen Chargen im europäischen Wirtschaftsraum.
Warum ist die ISO 15378 für Pharmaverpackungen so wichtig?
Die Zertifizierung nach ISO 15378 ist für Hersteller von entscheidender Bedeutung, da sie die Anforderungen des Qualitätsmanagements der ISO 9001 mit den Prinzipien der Good Manufacturing Practice (GMP) für Pharmaverpackungen kombiniert. Diese Norm stellt sicher, dass alle Produktionsschritte unter kontrollierten Bedingungen ablaufen, um Kontaminationen und Verwechslungen auszuschließen. Ein lückenloses Risikomanagement und detaillierte Dokumentationspflichten sind integrale Bestandteile dieses Standards.
Durch die Einhaltung der ISO 15378 wird die Konformität mit internationalen regulatorischen Anforderungen wie denen der FDA oder der EMA gewährleistet. Pharmaunternehmen fordern diesen Nachweis regelmäßig von ihren Zulieferern ein, um die Sicherheit der gesamten Lieferkette zu garantieren. Die Norm deckt dabei sowohl Primär- als auch Sekundärpackmittel ab und definiert spezifische Anforderungen an die Infrastruktur und das Personal.
Welcher Karton eignet sich am besten für die Bedruckung mit Braille-Schrift?
Für die Prägung von Braille-Schrift nach DIN EN 15823 eignen sich gestrichene Chromokartons der Qualitäten GC1 oder GC2 mit einem Flächengewicht von 250 bis 350 g/m² am besten. Diese Materialien besitzen die erforderliche Faserstabilität, um eine dauerhafte Punkthöhe von mindestens 0,12 mm zu gewährleisten. Ein zu sprödes Material würde beim Prägevorgang einreißen, was die Lesbarkeit für sehbehinderte Personen beeinträchtigt.
Die Wahl des Kartons beeinflusst direkt die Tastbarkeit der Blindenschrift über den gesamten Lebenszyklus der Verpackung hinweg. Hochwertige Frischfaserkartons bieten hier die nötige Elastizität und Festigkeit. In der industriellen Fertigung wird die Einhaltung der Marbach- oder Bobst-Standards für Prägewerkzeuge vorausgesetzt, um eine konsistente Qualität bei hohen Taktzahlen sicherzustellen.
Wie wird der Erstöffnungsschutz bei Pharma-Faltschachteln technisch realisiert?
Der Erstöffnungsschutz wird technisch primär durch Sicherheitsklebungen, Perforationen oder spezielle Siegeletiketten, sogenannte Void-Siegel, umgesetzt. Bei einer Verleimung wird ein Faserausriss-Verfahren genutzt, bei dem die Oberfläche des Kartons beim ersten Öffnen irreversibel zerstört wird. Mechanische Lösungen wie Einstecklaschen mit integrierten Bruchstellen bieten eine Alternative ohne zusätzlichen Klebstoffbedarf.
Diese Sicherheitsmerkmale müssen so konstruiert sein, dass sie die Effizienz der Abfülllinien nicht beeinträchtigen, die oft Geschwindigkeiten von bis zu 450 Packungen pro Minute erreichen. Die Validierung der Manipulationssicherheit erfolgt nach strengen Prüfprotokollen der EN 16679. Eine fehlerfreie Funktion ist essenziell, um Fehlalarme in der Apotheke oder beim Endverbraucher zu vermeiden.
Was sind Automatenzuschnitte und welche Vorteile bieten sie?
Automatenzuschnitte sind präzise gestanzte und flach angelieferte Verpackungsrohlinge, die speziell für die vollautomatische Aufrichtung und Befüllung in Hochgeschwindigkeitsanlagen optimiert wurden. Der größte Vorteil liegt in der extrem hohen Maßhaltigkeit, die Maschinenstillstände durch verklemmte Kartons minimiert. Eine definierte Biegesteifigkeit sorgt dafür, dass die Laschen im Bruchteil einer Sekunde exakt gefaltet werden können.
Moderne Verpackungsmaschinen verarbeiten diese Zuschnitte mit einer Ausbringung von über 25.000 Einheiten pro Stunde. Durch die Standardisierung der Rillungen und Stanzkonturen wird der Ausschuss während des Anfahrprozesses signifikant reduziert. Für Pharmahersteller bedeutet dies eine höhere Gesamtanlageneffektivität (OEE) und eine Senkung der Stückkosten in der Endverpackung.
Wie kann die Migration von Druckfarbenbestandteilen verhindert werden?
Die Migration von chemischen Substanzen wird durch den konsequenten Einsatz von migrationsarmen Farbsystemen und funktionellen Barrierebeschichtungen unterbunden. Diese speziellen Farben enthalten keine flüchtigen Photoinitiatoren, die durch den Karton in das Produkt diffundieren könnten. Die Einhaltung der Grenzwerte wird gemäß der Schweizer Bedarfsgegenständeverordnung (SR 817.023.21) streng überwacht und durch Laboranalysen verifiziert.
Zusätzlich können wasserbasierte Lacke als zusätzliche Schutzschicht aufgetragen werden, um den Übergang von Stoffen zu minimieren. Besonders bei Lebensmitteln und Medikamenten ist diese Barrierefunktion kritisch, um gesundheitliche Risiken für den Verbraucher auszuschließen. Hersteller nutzen hierfür oft zertifizierte Low-Migration-Inks, die explizit für sensible Anwendungen entwickelt wurden.
Sind nachhaltige Pharmaverpackungen aus Recyclingkarton zulässig?
Nachhaltige Pharmaverpackungen aus Recyclingmaterial sind für die Verwendung als Sekundärverpackung grundsätzlich zulässig, sofern sie die mechanischen Schutzfunktionen vollständig erfüllen. Bei Primärverpackungen ist der Einsatz aufgrund potenzieller Migration von Mineralölrückständen wie MOSH und MOAH hochproblematisch. In solchen Fällen schreiben regulatorische Behörden oft die Verwendung von Frischfaserkarton vor, um die Patientensicherheit nicht zu gefährden.
Viele Unternehmen setzen daher auf Frischfasern aus nachhaltiger Forstwirtschaft mit FSC- oder PEFC-Zertifizierung als ökologische Alternative. Dies garantiert eine hohe Materialreinheit und vermeidet das Risiko von Verunreinigungen durch Altpapierkreisläufe. Die Entscheidung für ein Material basiert immer auf einer umfassenden Risikobewertung gemäß den geltenden Pharmakopöe-Anforderungen.