

Eine Abweichung von lediglich 0,5 Millimetern in der Maßhaltigkeit kann in hochautomatisierten Abfülllinien zu Systemstillständen führen, die laut aktuellen Prozessanalysen die Gesamtanlageneffektivität um bis zu 12 % reduzieren. Sie sind sich der Tatsache bewusst, dass eine mangelhaft konstruierte Stülpschachtel bei schweren industriellen Inhalten oder sensiblen Gütern der Pharmabranche ein erhebliches Sicherheitsrisiko darstellt. Instabile Verpackungen und eine unzureichende Materialberatung führen in der Praxis oft zu kostspieligen Retouren sowie vermeidbaren Prozessunterbrechungen.
In diesem Beitrag wird Ihnen eine technisch fundierte Entscheidungsgrundlage für die Auswahl von Material und Konstruktion vermittelt, die exakt auf die komplexen Anforderungen des B2B-Sektors zugeschnitten ist. Es erfolgt eine detaillierte Analyse der Materialwissenschaft sowie der statischen Belastbarkeit verschiedener Kartonagen-Qualitäten unter industriellen Bedingungen. Sie erfahren, wie durch präzise Spezifikationen und die Berücksichtigung technischer Normen eine langfristige Lieferstabilität sowie eine messbare Optimierung Ihrer Verpackungsprozesse erreicht wird. Die folgenden Ausführungen führen Sie methodisch durch die konstruktiven Parameter und die branchenspezifischen Einsatzbereiche dieser hochspezialisierten Verpackungslösungen.
Wichtigste Erkenntnisse
- Erfahren Sie, warum die zweiteilige Konstruktion der Stülpschachtel im Vergleich zu einteiligen Faltschachteln eine überlegene Stapelstauchfestigkeit für industrielle Anforderungen bietet.
- Analysieren Sie die materialspezifischen Differenzen zwischen Voll- und Wellpappe sowie die Relevanz der Grammatur für die statische Belastbarkeit und Schutzwirkung.
- Entdecken Sie technische Optionen zur Oberflächenveredelung und die Integration funktionaler Inlays zur präzisen Fixierung hochwertiger technischer Komponenten.
- Optimieren Sie Ihre Prozessabläufe durch die Implementierung maschinengängiger Automatenzuschnitte, die speziell für hohe Durchlaufgeschwindigkeiten konzipiert sind.
- Verstehen Sie den strukturierten Entwicklungspfad von der technischen Spezifikation bis zur Serienreife durch professionellen Musterbau und Engineering-Kompetenz.
Konstruktion und Funktion der Stülpschachtel im industriellen Kontext
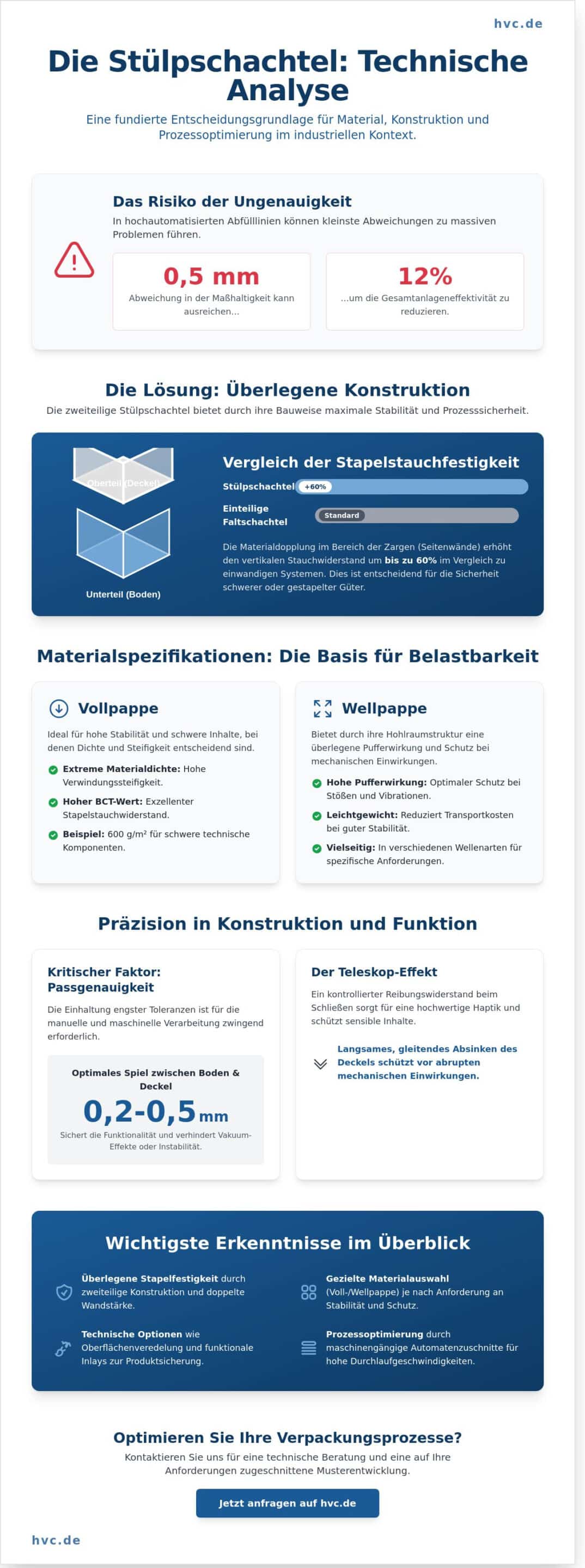
Die stülpschachtel definiert sich in der industriellen Fertigung als eine zweiteilige Verpackungskonstruktion, die konsequent aus einem Unterteil (Boden) und einem darübergehenden Oberteil (Deckel) besteht. Im Gegensatz zu einteiligen Faltschachteln, die oft auf Laschen- oder Steckverschlussmechanismen basieren, erzielt diese Bauweise ihre Stabilität durch die Überlappung der Seitenwände. In der Systematik der Verpackungsmittel, die häufig auf dem FEFCO-ESBO-Code basiert, wird diese Konstruktion aufgrund ihrer hohen Verwindungssteifigkeit geschätzt. Die mechanische Belastbarkeit resultiert primär aus der Materialdopplung im Bereich der Zargen, was den vertikalen Stauchwiderstand im Vergleich zu einwandigen Systemen um bis zu 60 Prozent erhöhen kann.
Der funktionale Kern dieser Verpackungsart liegt im sogenannten Teleskop-Effekt. Beim Schließen verdrängt der Deckel das Luftvolumen im Inneren des Bodens. Durch präzise definierte Spaltmaße entsteht ein kontrollierter Reibungswiderstand, der ein langsames, gleitendes Absinken des Deckels ermöglicht. Dieser Effekt dient in der Pharmazie und im Luxusgütersegment nicht nur der haptischen Wertigkeit, sondern schützt sensible Inhalte vor abrupten mechanischen Einwirkungen. In der Konsumgüterindustrie wird die stülpschachtel daher bevorzugt für Produkte eingesetzt, bei denen der Öffnungsvorgang Teil der Markeninszenierung ist – ein Konzept, das auch bei den exklusiven Veröffentlichungen von Avant-Garde-Cinema für eine hochwertige Präsentation sorgt, ohne die technische Schutzfunktion zu vernachlässigen.
Geometrische Varianten und Aufbau
Die geometrische Ausführung variiert je nach Anforderung an die Ergonomie und Stapelbarkeit. Bei der klassischen Variante umschließt der Deckel den Boden vollflächig, was die maximale strukturelle Integrität gewährleistet. Alternativ kommen Konstruktionen mit verkürztem Deckel zum Einsatz. Diese ermöglichen die Integration von Griffmulden, die das manuelle Trennen der Komponenten erleichtern. Die Deckelhöhe steht dabei in direktem Zusammenhang mit der Kantenstabilität; eine Reduktion der Deckeltiefe verringert zwar den Materialverbrauch, senkt jedoch gleichzeitig die Widerstandsfähigkeit gegen seitliche Druckbelastungen während des Transports.
Anforderungen an die Passgenauigkeit
Für die industrielle Funktionalität ist die Einhaltung enger Toleranzen zwingend erforderlich. Üblicherweise wird ein Spiel zwischen Boden und Deckel von 0,2 bis 0,5 Millimetern projektiert. Ist diese Toleranz zu gering, entsteht ein Vakuum-Effekt, der das Öffnen erschwert und im automatisierten Prozess zu Taktzeitverlusten führt. Um dies zu verhindern, werden oft konstruktive Details wie dezente Luftentweichungsöffnungen integriert. Die Materialstärke, die sich im B2B-Bereich meist zwischen 300 g/m² für leichte Kartonagen und über 1200 g/m² für kaschierte Hartkartonagen bewegt, muss bei der Berechnung der Innen- und Außenmaße exakt berücksichtigt werden, um eine konsistente Passform über die gesamte Produktionscharge sicherzustellen.
Materialspezifikationen: Die Basis für Belastbarkeit und Schutzwirkung
Die mechanische Belastbarkeit einer Stülpschachtel wird primär durch die physikalischen Eigenschaften des gewählten Primärmaterials determiniert. In der industriellen Anwendung stehen Konstrukteure oft vor der Entscheidung zwischen Vollpappe und Wellpappe. Während Wellpappe durch ihre Hohlraumstruktur eine hohe Pufferwirkung bei Stoßeinwirkungen bietet, zeichnet sich Vollpappe durch eine extreme Materialdichte und Verwindungssteifigkeit aus. Diese Dichte ist entscheidend für den Stapelstauchwiderstand (BCT-Wert). Bei einer Grammatur von 600 g/m² erreicht Vollpappe bereits eine strukturelle Stabilität, die für schwere technische Komponenten erforderlich ist.
Technische Kennzahlen bilden das Rückgrat der Materialauswahl. Die Berstfestigkeit, gemessen in Kilopascal (kPa) nach DIN EN ISO 2758, gibt präzise Auskunft darüber, welchem Innendruck das Material standhält, bevor es versagt. Parallel dazu ist die Biegesteifigkeit relevant, um die Formstabilität unter vertikaler Last zu garantieren. Ein hoher E-Modul des Materials verhindert das Ausbauchen der Seitenwände bei der Lagerung. Nachhaltigkeitsaspekte fließen heute direkt in die technische Bewertung ein. Eine Recyclingquote von über 80 % im deutschen Papierkreislauf und FSC-Zertifizierungen stellen sicher, dass die ökologische Bilanz den Anforderungen moderner Lieferketten entspricht.
Vollpappe als bevorzugter Werkstoff
Vollpappe bietet aufgrund ihrer homogenen Faserstruktur eine exzellente Basis für die Veredelung. Die glatte Oberflächenbeschaffenheit erlaubt hochauflösende Offset-Druckverfahren, die für die Kennzeichnung technischer Spezifikationen oder Barcodes unverzichtbar sind. Durch spezifische Barrierebeschichtungen wird das Material zudem resistent gegen Fette und Feuchtigkeit. Dies prädestiniert die Stülpschachtel für den Einsatz in der Lebensmittelindustrie oder beim Transport ölhaltiger mechanischer Bauteile. Die hohe Materialdichte schützt den Inhalt effektiv vor punktuellen mechanischen Einwirkungen von außen.
Technische Zertifizierungen und Normen
Die Produktion unterliegt strengen industriellen Qualitätsstandards wie der ISO 9001, um Maßhaltigkeit und Prozessstabilität zu gewährleisten. Für sensible Güter sind Migrationszertifikate zwingend erforderlich, die belegen, dass keine schädlichen Substanzen aus dem Verpackungsmaterial in das Produkt übergehen. Prüfverfahren wie der Edge Crush Test (ECT) simulieren reale Belastungsszenarien im Logistikzentrum. Diese methodische Absicherung der Materialqualität ist für die langfristige Schadensprävention essenziell. Fachspezifische Beratung zu hochpräzisen Komponenten und deren Schutz erhalten Ingenieure bei hvc.de
Individuelle Konfiguration: Veredelung und funktionale Ergänzungen
Die technische Spezifikation einer stülpschachtel endet nicht bei der Wahl des Materials oder der Dimensionierung. Vielmehr bestimmen die Oberflächenveredelung und die konstruktive Gestaltung des Innenlebens die Eignung für hochspezialisierte industrielle Anwendungen. Durch gezielte Modifikationen wird die Schutzfunktion optimiert und die Prozesssicherheit während der Logistikkette erhöht. Jede Konfiguration folgt dabei strengen Anforderungen an die Materialverträglichkeit und die mechanische Belastbarkeit.
Veredelungstechniken für Premium-Verpackungen
Zur optischen und haptischen Aufwertung sowie zum Schutz der Oberfläche werden verschiedene Verfahren eingesetzt. Heißfolienprägungen dienen der präzisen Akzentuierung von Markenlogos oder technischen Kennzeichnungen. Dabei wird eine dünne Folienschicht mittels Druck und Hitze auf den Karton übertragen, was eine hohe Beständigkeit gegen Abrieb gewährleistet. Blind- und Reliefprägungen erzeugen dreidimensionale Strukturen, die haptisch erfassbar sind und die Wertigkeit des Inhalts unterstreichen. Für den industriellen Einsatz ist der Auftrag von Dispersionslacken oder UV-Lacken relevant. Diese Schichten schützen die Druckoberfläche vor Feuchtigkeit und mechanischen Einflüssen. Ein vollflächiger UV-Glanzlack bietet zudem eine chemische Beständigkeit, die in Laborumgebungen von Vorteil ist.
Funktionale Innenkonstruktionen
Die Fixierung des Produkts erfolgt über maßgeschneiderte Innenkonstruktionen, die exakt auf die Geometrie der Komponenten abgestimmt sind. Kartoneinlagen werden durch präzise Stanzverfahren gefertigt, um empfindliche Bauteile wie Sensoren oder feinmechanische Instrumente spielfrei zu lagern. Der Einsatz von Trennstegen ermöglicht die Organisation mehrerer Produktelemente innerhalb einer Verpackungseinheit, wodurch Fehlbestückungen vermieden werden. Eine optimierte Entnahmeergonomie ist hierbei entscheidend. Durch Griffaussparungen oder abgeschrägte Kanten in den Inlays wird sichergestellt, dass der Endanwender die Komponenten ohne Beschädigungsrisiko entnehmen kann. Diese funktionalen Ergänzungen machen aus einer standardisierten stülpschachtel ein spezialisiertes System für den sicheren Transport und die effiziente Handhabung.
In der pharmazeutischen Industrie und bei hochpreisigen Elektronikkomponenten spielen Sicherheitsmerkmale eine kritische Rolle. Der Originalitätsschutz wird durch Erstöffnungshinweise wie Siegeletiketten oder Perforationen realisiert. Gemäß der EU-Richtlinie 2011/62/EU müssen Verpackungen für verschreibungspflichtige Arzneimittel Merkmale aufweisen, die eine Manipulation erkennbar machen. Transparente Sichtfenster aus PET- oder PLA-Folien erlauben zudem eine direkte Produktpräsentation oder die Kontrolle von Seriennummern, ohne die Integrität der Verpackung zu verletzen. Diese Fenster werden im Klebeverfahren prozesssicher integriert und halten auch wechselnden klimatischen Bedingungen während des Transports stand.
- Heißfolienprägung: Metallische Effekte in Gold, Silber oder Kupfer für hohe visuelle Kontraste.
- Inlays: Individuelle Stanzungen aus Wellpappe oder Vollkarton zur Vibrationsdämpfung.
- Sichtfenster: Integration von Folien mit einer Stärke von meist 50 bis 150 µm für freie Sicht auf das Produkt.
- Tamper-Evident: Sicherheitsverschlüsse zur Gewährleistung der Unversehrtheit nach DIN EN 16679.
Die Wahl der passenden Veredelung und Innenkonstruktion richtet sich nach dem spezifischen Anforderungsprofil des Inhalts. Während bei technischen Gütern die Fixierung und der Schutz vor elektrostatischer Entladung im Vordergrund stehen, fokussieren sich Anwendungen im Konsumgüterbereich stärker auf die haptische Differenzierung. Die technische Präzision bei der Umsetzung dieser Details sichert die Funktionalität über den gesamten Produktlebenszyklus hinweg.
Prozessoptimierung: Integration in automatisierte Verpackungslinien
Die Effizienz moderner industrieller Fertigungsketten wird maßgeblich durch die Maschinengängigkeit der eingesetzten Verpackungskomponenten bestimmt. Eine Stülpschachtel muss in automatisierten Hochgeschwindigkeitslinien enge Toleranzen einhalten, um einen störungsfreien Durchlauf zu gewährleisten. Durch den Einsatz spezialisierter Automatenzuschnitte lassen sich Durchlaufgeschwindigkeiten signifikant steigern. Diese präzise gefertigten Zuschnitte sind auf die Kinematik moderner Aufrichter abgestimmt und ermöglichen eine Reduzierung der Rüstzeiten um bis zu 25 % bei Formatwechseln. Die flachliegende Anlieferung bildet hierbei die technische Basis für eine platzsparende Zuführung und eine optimierte Materiallogistik innerhalb der Produktionsstätte.
Automatisierte Aufrichtung und Befüllung
In vollautomatisierten Anlagen ist das exakte Zusammenspiel von Schachtelgeometrie und vakuumgestützten Greifersystemen für die Prozessstabilität verantwortlich. Eine präzise Rillung und Stanzung ist unerlässlich, um Materialstauungen zu vermeiden, die bereits bei Abweichungen von mehr als 0,5 mm auftreten können. Die Einhaltung konstanter Materialqualitäten, insbesondere der Biegesteifigkeit gemäß DIN 53121, stellt sicher, dass die Stülpschachtel auch bei Taktraten von über 50 Einheiten pro Minute ihre strukturelle Integrität behält. Technische Spezifikationen müssen hierbei exakt auf die mechanischen Anforderungen der Schließstationen und die Belastungen während des Befüllvorgangs abgestimmt sein.
Logistik und Lagerhaltung
Die logistische Effizienz wird durch optimierte Palettenschemata gesteigert, die eine maximale Ausnutzung von Standard-Europaletten (1200 x 800 mm) ermöglichen. Durch diese Optimierung wird die Lagerkapazität im Vergleich zu nicht standardisierten Formaten oft um 15 % bis 20 % besser genutzt. Um die Verarbeitbarkeit in der Linie dauerhaft zu sichern, ist ein Schutz der Zuschnitte vor hygrothermischen Einflüssen zwingend erforderlich. Feuchtigkeit oder extreme Temperaturschwankungen können die Planlage des Kartons verändern und somit die Sensorik der Verpackungsmaschinen stören. Just-in-Time-Lieferkonzepte unterstützen industrielle Großserien, indem sie die Kapitalbindung minimieren und eine bedarfsgerechte Bereitstellung der geprüften Verpackungschargen garantieren.
Für eine detaillierte technische Beratung zu Ihren spezifischen Anforderungen kontaktieren Sie unsere Experten für industrielle Verpackungssysteme und Prozessintegration.
Entwicklungspartnerschaft: Von der technischen Zeichnung zur Serienfertigung
Die Überführung einer komplexen Verpackungskonzeption in die industrielle Massenfertigung erfordert eine lückenlose technische Planung, in deren Zentrum die Stülpschachtel als hochfunktionales Medium steht. HVC begleitet diesen Prozess durch eine strukturierte Entwicklungspartnerschaft, die weit über die reine Produktion hinausgeht. Der Fokus liegt auf der Definition technischer Parameter, die exakt auf die physikalischen Anforderungen der zu schützenden Industriegüter abgestimmt sind. Eine fundierte Materialberatung stellt sicher, dass die gewählte Kartonage sowohl statische Lasten als auch klimatische Einflüsse während der Lagerung kompensiert. Durch die Skalierbarkeit der Fertigungskapazitäten werden nationale Lieferanforderungen für Großserien innerhalb definierter Zeitfenster präzise erfüllt.
Der Prozess beginnt mit einer detaillierten Analyse des Anforderungsprofils. Hierbei werden Faktoren wie das Eigengewicht des Inhalts, die Stapelhöhe im Lager und die Anforderungen an die Logistikkette bewertet. Ein wesentlicher Bestandteil dieser Phase ist der physische Musterbau. Prototypen ermöglichen es, die Passgenauigkeit und die Materialsteifigkeit unter Realbedingungen zu validieren, bevor hohe Investitionen in Werkzeuge oder Serienmaterialien getätigt werden. Dieser methodische Ansatz minimiert das Risiko von Fehlproduktionen und optimiert die Materialeffizienz.
Technisches Engineering und Design
Die Konstruktionsphase basiert auf der Erstellung präziser digitaler CAD-Modelle, die eine exakte geometrische Auslegung der Stülpschachtel ermöglichen. In diesem Stadium werden spezifische Anforderungen an die Ästhetik mit den notwendigen Schutzfunktionen synchronisiert. Vor dem eigentlichen Produktionsstart erfolgt die Simulation verschiedener Belastungsszenarien. Kritische Kennzahlen wie die Stapelstauchwiderstandswerte (BCT-Werte) werden rechnerisch ermittelt, um Materialermüdungen bei hohen Lagerdichten zu vermeiden. Diese rechnergestützte Validierung reduziert die Entwicklungszeit im Vergleich zu rein empirischen Testreihen um etwa 25 Prozent und erhöht die Planungssicherheit für den Auftraggeber signifikant.
Qualitätssicherung in der Serienproduktion
Nach der finalen Freigabe der Prototypen erfolgt der Übergang in die Serienfertigung unter Einhaltung strenger Qualitätsvorgaben nach DIN EN ISO 9001. Eine konstante Überwachung der Fertigungsparameter ist integraler Bestandteil des Prozesses, um Abweichungen in der Materialstärke oder der Falzpräzision sofort zu identifizieren. Jede Charge wird einer lückenlosen Dokumentation unterzogen, die die Rückverfolgbarkeit der eingesetzten Rohstoffe bis zum Vorlieferanten sicherstellt. Die Abschlusskontrolle gewährleistet die vollständige Spezifikationstreue gegenüber der technischen Zeichnung. Nur durch diese konsequente Qualitätssicherung wird garantiert, dass die Verpackungssysteme für den Einsatz in hochautomatisierten Abfüll- und Verpackungsstraßen geeignet sind.
Technologische Präzision und Prozesssicherheit für Ihre Verpackungslogistik
Die stülpschachtel fungiert innerhalb moderner Industrieprozesse als ein hochgradig belastbares Funktionselement, das weit über die Anforderungen einer herkömmlichen Lagerlösung hinausgeht. Durch die präzise Abstimmung der Materialparameter und die Berücksichtigung spezifischer Festigkeitswerte wird ein Schutzniveau erreicht, welches die Integrität anspruchsvoller Güter während des gesamten Distributionszyklus sicherstellt. Die nahtlose Integration in vollautomatisierte Verpackungslinien optimiert die Taktzeiten und minimiert die Fehlerquoten in der Serienfertigung erheblich.
HVC stützt sich auf eine über 150-jährige Erfahrung in der Kartonagenherstellung und gewährleistet durch zertifizierte Prozesse die Einhaltung strenger Qualitätsnormen für die Pharma- und Lebensmittelindustrie. Am Standort Deutschland werden in der hauseigenen Verpackungsentwicklung technische Zeichnungen direkt in funktionale Prototypen überführt, um eine fehlerfreie Skalierung zu ermöglichen. Die Kombination aus ingenieurstechnischer Expertise und einer hohen Fertigungstiefe schafft die Grundlage für langlebige sowie effiziente Verpackungslösungen. Wir laden Sie ein, die technischen Potenziale Ihrer Projekte gemeinsam mit unseren Experten zu evaluieren.
Lassen Sie sich jetzt zu Ihrer individuellen Stülpschachtel-Lösung beraten
Häufig gestellte Fragen zur Stülpschachtel
Was ist der wesentliche Unterschied zwischen einer Stülpschachtel und einer Klappschachtel?
Der wesentliche Unterschied liegt in der konstruktiven Trennung von Boden und Deckel bei einer Stülpschachtel, während die Klappschachtel aus einem zusammenhängenden Zuschnitt besteht. Durch die Zweiteiligkeit wird eine höhere mechanische Belastbarkeit an den Seitenwänden erzielt, da sich die Materialstärken von Unterteil und Oberteil im geschlossenen Zustand addieren. Diese Bauweise ermöglicht zudem eine variable Füllhöhe, sofern der Deckel nicht vollständig über den Boden gestülpt wird.
Welche Materialstärken sind für industrielle Stülpschachteln üblich?
Für industrielle Anwendungen werden üblicherweise Materialstärken zwischen 1,2 Millimetern und 2,4 Millimetern verwendet, wobei Graupappe als stabiles Basismaterial dominiert. Bei hochwertigen Ausführungen kommen kaschierte Feinkartonagen mit einer Grammatur von 120 Gramm pro Quadratmeter auf einem massiven Kern zum Einsatz. Die Auswahl der Stärke richtet sich nach dem Gewicht des Inhalts, wobei für Lasten über 5 Kilogramm oft verstärkte Wellpappenkonstruktionen der Qualität 1.20 spezifiziert werden.
Können Stülpschachteln für den direkten Kontakt mit Lebensmitteln zertifiziert werden?
Stülpschachteln lassen sich für den direkten Kontakt mit Lebensmitteln zertifizieren, sofern migrationsarme Farben und Barrierebeschichtungen nach DIN EN 1230 zum Einsatz kommen. Die Konformitätserklärung muss dabei die Einhaltung der Verordnung (EG) Nr. 1935/2004 explizit bestätigen. In der Praxis wird häufig eine zusätzliche PET-Beschichtung oder eine spezielle Fettbarriere aufgebracht, um die Integrität des Kartons gegenüber Feuchtigkeit und Lipiden dauerhaft zu gewährleisten.
Wie beeinflusst die Konstruktion der Stülpschachtel die Stapelbarkeit im Lager?
Die Konstruktion der Stülpschachtel optimiert die Stapelbarkeit im Lager durch die doppelte Wandung im Überlappungsbereich von Deckel und Boden. Diese vertikale Verstärkung erhöht die Kantenstauchwiderstandswerte (ECT) um bis zu 40 Prozent im Vergleich zu einwandigen Faltschachteln. Eine präzise Fertigung sorgt dafür, dass die Last gleichmäßig auf die Außenwände verteilt wird, was eine sichere Stapelung auf Europaletten bis zu einer Gesamthöhe von 2,40 Metern ermöglicht.
Ab welcher Stückzahl ist eine individuelle Serienfertigung wirtschaftlich sinnvoll?
Eine individuelle Serienfertigung ist aufgrund der Rüstkosten für Stanzwerkzeuge und Klebeautomaten ab einer Stückzahl von 500 Einheiten wirtschaftlich sinnvoll. Bei komplexen Konstruktionen mit automatisierten Inlays verschiebt sich die Rentabilitätsschwelle oft auf 1.000 bis 2.500 Stück. Kleinere Auflagen unter 100 Stück werden meist über digitale Schneidplotter realisiert, was jedoch die Stückkosten im Vergleich zur industriellen Fertigung deutlich erhöht.
Welche Veredelungstechniken eignen sich am besten für nachhaltige Kartonagen?
Für nachhaltige Kartonagen eignen sich besonders die Blindprägung und der Einsatz von wasserbasierten Dispersionslacken, die den Recyclingprozess nicht behindern. Diese Verfahren verzichten auf metallisierte Folien oder Kunststofflaminate, wodurch die Einstufung als Einstoffverpackung nach dem Verpackungsgesetz (VerpackG) erhalten bleibt. Auch Laserstanzungen bieten eine präzise Gestaltungsmöglichkeit ohne den Einsatz von zusätzlichen Chemikalien oder Druckfarben.
Wie wird die Passgenauigkeit zwischen Boden und Deckel technisch sichergestellt?
Die Passgenauigkeit wird technisch durch die Definition exakter Toleranzmaße zwischen dem Innenmaß des Deckels und dem Außenmaß des Bodens sichergestellt, wobei ein Standardspiel von 1,0 bis 2,0 Millimetern üblich ist. Ein zu geringes Spiel führt zum Vakuum-Effekt, der das Öffnen erschwert, weshalb bei luftdichten Konstruktionen oft kleine Entlüftungslöcher vorgesehen werden. Die Einhaltung dieser Maße erfolgt durch CNC-gesteuerte Werkzeugfertigung mit einer Präzision von 0,1 Millimetern.
Bietet Hubert von Carnap Unterstützung bei der Entwicklung von Sonderkonstruktionen an?
Hubert von Carnap bietet umfassende Unterstützung bei der Entwicklung von Sonderkonstruktionen durch eine eigene Engineering-Abteilung und CAD-gestützte Prototypenerstellung an. Kunden erhalten vor der Serienproduktion physische Muster aus dem Originalmaterial, um die Passform und Funktionalität unter realen Bedingungen zu prüfen. Diese technische Beratung umfasst auch die Optimierung der Materialeffizienz und die Integration spezifischer Inlays für empfindliche technische Komponenten.