
Wussten Sie, dass die Metallisierungsschicht bei einer Veredelung durch Heißfolienprägung lediglich etwa 1 % des Gewichts der Dekoration ausmacht und damit die stoffliche Verwertung der Kartonage nachweislich nicht beeinträchtigt? In der hochspezialisierten Fertigung gilt die Heißfolienprägung für Verpackungen aus Vollpappe als ein technisch anspruchsvolles Verfahren, das weit über rein dekorative Aspekte hinausgeht. Viele Verantwortliche in der Qualitätssicherung stehen vor der Herausforderung, filigrane Linienstrukturen prozesssicher umzusetzen, während gleichzeitig die Anforderungen der neuen EU-Verpackungsverordnung (PPWR) erfüllt werden müssen, die ab dem 12. August 2026 verbindlich in Kraft tritt. Es besteht oft Unsicherheit darüber, wie sich hohe Auflagen auf die Materialverträglichkeit auswirken und welche Parameter für eine dauerhafte Beständigkeit entscheidend sind.
Dieser tiefgreifende Leitfaden bietet Ihnen eine sachliche Analyse der technischen Grundlagen und unterstützt Sie bei der Qualifizierung geeigneter Materialien für höchste industrielle Ansprüche. Es wird detailliert dargelegt, wie die strukturelle Integrität von Vollpappe genutzt wird, um reproduzierbare Ergebnisse bei komplexen Geometrien zu gewährleisten. Dabei liegt der Fokus explizit auf der Eignung für pharmazeutisch-technische Erzeugnisse sowie Sekundärverpackungen für Lebensmittel, wobei die Konformität mit aktuellen Sicherheitsstandards stets im Vordergrund steht. Im Folgenden werden die mechanischen Anforderungen an den Bedruckstoff sowie die spezifischen Prozessparameter für eine präzise Veredelung systematisch analysiert.
Wichtigste Erkenntnisse
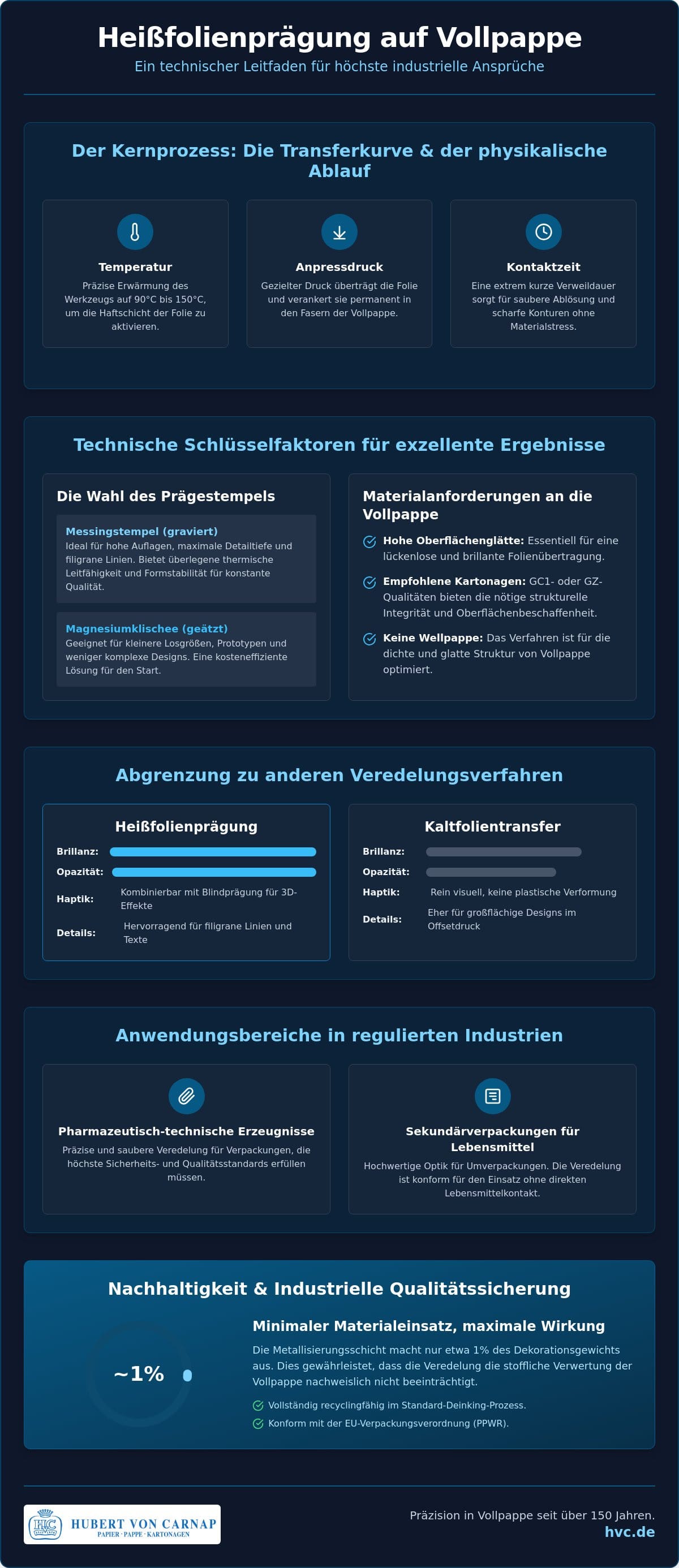
- Erfahren Sie, wie die präzise Steuerung der Transferkurve aus Temperatur, Druck und Kontaktzeit die Qualität der Veredelung auf Vollpappe maßgeblich bestimmt.
- Erhalten Sie technische Entscheidungskriterien für die Wahl des optimalen Prägestempels aus Messing oder Magnesium zur Abbildung feinster Linienstrukturen.
- Verstehen Sie die materialtechnischen Anforderungen an die Oberflächenglätte von GC1- oder GZ-Kartonagen für eine prozesssichere heißfolienprägung verpackung.
- Erschließen Sie die spezifischen Einsatzmöglichkeiten für regulierte Industrien, insbesondere für pharmazeutisch-technische Produkte und Sekundärverpackungen im Lebensmittelbereich.
- Informieren Sie sich über die Vereinbarkeit von hochwertiger Veredelung und industrieller Nachhaltigkeit im Hinblick auf die Recyclingfähigkeit im Deinking-Prozess.
Grundlagen und Funktionsweise der Heißfolienprägung bei Kartonagen
Die Heißfolienprägung für Verpackungen stellt ein hochpräzises thermisches Transferverfahren dar, bei dem eine mehrschichtige Veredelungsfolie mittels Hitze und Druck permanent auf die Oberfläche von Vollpappe übertragen wird. Im Gegensatz zu konventionellen Druckverfahren handelt es sich hierbei um ein trockenes System, das ohne flüssige Farben oder Lösungsmittel auskommt. Der Prozess basiert auf der gezielten Aktivierung einer thermoplastischen Haftschicht, die sich auf der Unterseite der Prägefolie befindet. Die Qualität des Ergebnisses wird maßgeblich durch die sogenannte Transferkurve definiert. Diese beschreibt das exakte Zusammenspiel von Temperatur, Anpressdruck und Kontaktzeit. Weicht einer dieser Parameter von den materialspezifischen Sollwerten ab, drohen unsaubere Kanten oder eine mangelhafte Haftung auf dem Substrat.
Innerhalb der industriellen Fertigung wird zwischen der flachen Heißfolienprägung und der Strukturprägung unterschieden. Während die flache Variante eine homogene Ebene erzeugt, kombiniert die Strukturprägung den Farbtransfer mit einer gleichzeitigen plastischen Verformung der Vollpappe. Die Grundlagen der Heißfolienprägung verdeutlichen dabei die Komplexität des Schichtaufbaus der verwendeten Folien. Eine hauchdünne Trennschicht (Release-Layer) zwischen der Trägerfolie und der Metallisierung sorgt dafür, dass sich die Dekoration im Moment des Kontakts sauber ablöst. Nur durch diese präzise gesteuerte Trennung lassen sich filigrane Linien und komplexe Geometrien prozesssicher realisieren.
Physikalischer Ablauf des Prägevorgangs
Der Prägevorgang beginnt mit der Erwärmung des Werkzeugs auf eine Temperatur zwischen 90 °C und 150 °C, abhängig von der Folienart und der Beschaffenheit der Vollpappe. Sobald der Prägestempel auf die Folie trifft, schmilzt der Heißschmelzkleber augenblicklich und geht eine physikalische Bindung mit den Fasern der Kartonage ein. In dieser Phase entscheiden die Adhäsionskräfte über die Beständigkeit der Veredelung. Nach einer extrem kurzen Kontaktzeit hebt sich der Stempel wieder ab. Es folgt eine kritische Abkühlphase, in der der Klebstoff erstarrt, bevor die Trägerfolie mechanisch vom Substrat getrennt wird. Dieser Moment erfordert eine exakte Bahnspannung, um ein Ausreißen der Ränder zu verhindern.
Abgrenzung zu anderen Veredelungsverfahren
Im Vergleich zum Kaltfolientransfer, der primär für großflächige Anwendungen im Offsetdruck genutzt wird, bietet die heißfolienprägung verpackung eine deutlich höhere Brillanz und Opazität. Die thermische Einwirkung ermöglicht zudem eine tiefere Verankerung der Pigmente im Material. Besonders effektiv erweisen sich Synergieeffekte bei der Kombination mit einer Blindprägung auf Karton. Hierbei wird die metallische Optik durch eine haptische Dimension ergänzt, was eine Wertigkeit erzeugt, die durch reinen Metalleffekt-Druck technisch nicht erreichbar ist. Die physikalische Verformung der Vollpappe sorgt für Lichtreflexionen aus unterschiedlichen Winkeln, was die visuelle Präsenz der Verpackung am Point of Sale massiv steigert.
Technische Parameter und Werkzeugtechnik in der Produktion
Die industrielle Fertigung hochwertiger Veredelungen erfordert eine präzise Abstimmung der Werkzeugtechnik auf das jeweilige Substrat. Bei der heißfolienprägung verpackung bildet der Prägestempel das Herzstück des Prozesses, wobei die Materialwahl des Klischees direkt mit der angestrebten Auflagenstärke und Detailtiefe korreliert. Während Magnesiumklischees durch ein chemisches Ätzverfahren hergestellt werden und sich primär für kleinere Losgrößen oder Prototypen eignen, kommen für anspruchsvolle Serienfertigungen fast ausschließlich gravierte Messingstempel zum Einsatz. Diese bieten eine überlegene thermische Leitfähigkeit und Formstabilität, was für ein konstantes Temperaturmanagement unerlässlich ist.
Ein stabiles Temperaturprofil gilt als der entscheidende Faktor zur Vermeidung von Prozessschwankungen. Bereits geringfügige Abweichungen führen dazu, dass die Trennschicht der Folie entweder unvollständig aktiviert wird oder die Randschärfe durch thermische Überlastung leidet. Parallel dazu muss die Druckkraft exakt auf die Grammatur der Vollpappe eingestellt werden. Ein zu hoher Anpressdruck kann die Faserstruktur des Materials schädigen und die Stabilität der späteren Faltschachtel beeinträchtigen, während ein zu geringer Druck den vollständigen Transfer der Metallisierung verhindert.
Werkzeugwahl für unterschiedliche Auflagenstärken
Die Entscheidung zwischen den verschiedenen Metalllegierungen folgt ökonomischen und technischen Parametern. Magnesiumstempel sind kosteneffizient in der Herstellung, weisen jedoch eine begrenzte Standzeit auf, da die weichere Legierung unter dem konstanten mechanischen Druck schneller verschleißt. Im Gegensatz dazu ermöglichen Messingwerkzeuge Standzeiten von mehreren hunderttausend Zyklen ohne nennenswerten Qualitätsverlust. Eine fundierte technische Beratung stellt sicher, dass die Veredelungen über die gesamte Produktionsdauer eine gleichbleibende Güte behalten. Für spezialisierte Anwendungen können zudem Kupferstempel eingesetzt werden, die eine hohe Härte mit exzellenter Detailwiedergabe kombinieren.
Prägegeometrien und gestalterische Grenzen
In der technischen Planung müssen Mindeststrichstärken von etwa 0,1 mm bis 0,2 mm berücksichtigt werden, um ein „Zulaufen“ feiner Details zu verhindern. Negative Aussparungen erfordern besondere Aufmerksamkeit, da hier die Folie dazu neigt, über die Kanten hinaus zu haften. Diesem Effekt wird durch optimierte Flankenwinkel am Prägestempel entgegengewirkt, die einen sauberen Abriss der Trägerfolie begünstigen. Zudem darf die Prägetiefe die strukturelle Integrität der Vollpappe nicht gefährden. Eine zu tiefe Verformung kann Sollbruchstellen erzeugen, die das Aufrichteverhalten in automatisierten Abfüllanlagen negativ beeinflussen. Die präzise Definition dieser Geometrien ist Voraussetzung für die Funktionalität von pharmazeutisch-technischen Verpackungen und hochwertigen Sekundärverpackungen im Lebensmittelbereich.
Materialanforderungen: Heißfolienprägung auf Vollpappe
Die technische Realisierbarkeit einer hochwertigen Veredelung hängt maßgeblich von den physikalischen Eigenschaften des gewählten Substrats ab. In der industriellen Fertigung bildet Vollpappe das exklusive Referenzmaterial, da sie über die notwendige Dichte und Oberflächenstabilität verfügt, um den thermischen und mechanischen Belastungen des Prägeprozesses standzuhalten. Die homogene Faserstruktur dieses Materials gewährleistet einen gleichmäßigen Gegendruck während der Kontaktzeit, was eine randscharfe Übertragung der Metallisierungsschicht erst ermöglicht. Nur durch diese strukturelle Festigkeit bleibt die Schutzfunktion der Verpackung auch bei hoher Druckeinwirkung vollständig erhalten, während gleichzeitig filigrane Details präzise abgebildet werden.
Für die heißfolienprägung verpackung kommen primär gestrichene Sorten wie GC1, GC2 oder GZ (gebleichter Zellstoffkarton) zum Einsatz. GZ-Kartonage zeichnet sich durch eine besonders glatte Oberfläche aus, was die Adhäsion der Folie begünstigt und ein brillantes Glanzbild erzeugt. Während GC1-Sorten durch ihren hohen Weißgrad und eine exzellente Biegesteifigkeit überzeugen, erfordern ungestrichene Oberflächen aufgrund ihrer erhöhten Saugfähigkeit eine spezifische Anpassung der Transferkurve. Hier muss das Eindringverhalten des Heißschmelzklebers exakt kalkuliert werden, um eine optische Mattierung der Veredelung durch zu tiefes Absinken der Pigmente in das Porensystem der Vollpappe zu vermeiden.
Oberflächenbeschaffenheit und Haftung
Das Adhäsionsverhalten wird entscheidend durch die Oberflächenspannung der Vollpappe beeinflusst. Für eine prozesssichere Benetzbarkeit sollte dieser Wert idealerweise über 38 mN/m liegen, um eine dauerhafte Verbindung zwischen Kleber und Substrat zu garantieren. Vorbeschichtungen, wie beispielsweise Dispersionslacke, können die Haftung der Folie entweder gezielt fördern oder als ungewollte Trennschicht wirken. Zur objektiven Bewertung der Verbundfestigkeit wird in der industriellen Qualitätssicherung der Gitterschnitt-Test nach DIN EN ISO 2409 eingesetzt. Dieser stellt sicher, dass die Veredelung auch unter mechanischer Beanspruchung im Logistikprozess stabil bleibt, was insbesondere bei pharmazeutisch-technischen Erzeugnissen eine kritische Anforderung darstellt.
Strukturelle Integrität der Vollpappe
Die mechanische Belastbarkeit der Vollpappe muss auf das angestrebte Prägebild abgestimmt sein, um das Risiko der Rissbildung in der Strichschicht zu minimieren. Dieses Phänomen tritt primär auf, wenn die Dehnungskapazität des Materials bei tiefen Verformungen überschritten wird. Die Faserlaufrichtung spielt hierbei eine zentrale Rolle; sie muss konsequent auf die Konstruktion der späteren Faltschachtel abgestimmt sein, um die strukturelle Integrität zu wahren. Mit steigendem Flächengewicht erhöht sich die Stabilität, erfordert jedoch eine proportionale Anpassung der Druckkraft der Prägeautomaten, um einen homogenen Kontakt über die gesamte Fläche zu gewährleisten, ohne das Materialgefüge der Vollpappe zu schädigen.
Anwendungsbereiche in regulierten Industrien
Die industrielle Anwendung der heißfolienprägung verpackung findet ihre anspruchsvollsten Ausprägungen in Sektoren mit hohen regulatorischen Anforderungen. In diesen Bereichen fungiert die Veredelung nicht allein als optisches Differenzierungsmerkmal, sondern übernimmt häufig funktionale Aufgaben im Rahmen der Produktsicherheit und Markenauthentizität. Da die physikalischen Prozesse bei der Übertragung der Metallisierungsschicht auf Vollpappe exakt steuerbar sind, lassen sich Spezifikationen realisieren, die den strengen Qualitätsnormen der Pharma-Technik und der Lebensmittelindustrie entsprechen. Die Beständigkeit der geprägten Schichten gegenüber äußeren Einflüssen gewährleistet dabei die Lesbarkeit kritischer Informationen über den gesamten Lebenszyklus des Produkts hinweg.
Neben der pharmazeutischen und lebensmitteltechnischen Anwendung profitieren auch Hersteller technischer Konsumgüter und hochwertiger Kosmetik von der Präzision dieses Verfahrens. Die Reproduzierbarkeit feiner Details auf Vollpappe ermöglicht eine durchgängige Markenführung bei hohen Auflagen. Dabei wird die Konformität mit internationalen Sicherheitsstandards durch lückenlose Dokumentationen der eingesetzten Folien und Substrate sichergestellt, was die Rückverfolgbarkeit innerhalb der Lieferkette unterstützt.
Pharma-technische Anforderungen
Im Bereich der pharmazeutisch-technischen Produkte dient die Heißfolienprägung primär dem Originalitätsschutz. Durch die Integration von Hologramm-Folien oder spezifischen Beugungsgittern wird eine Fälschungssicherheit erreicht, die rein drucktechnisch kaum zu kopieren ist. Die Anforderungen an die Kennzeichnung von Pharmaverpackungen umfassen zudem eine hohe Resistenz gegenüber mechanischem Abrieb und chemischen Substanzen. In klinischen Umgebungen müssen die Veredelungen auf der Vollpappe kurzzeitigem Kontakt mit Desinfektionsmitteln standhalten, ohne ihre visuelle Integrität oder die Haftfestigkeit zu verlieren. Die präzise Kantenschärfe ist hierbei Voraussetzung für die maschinelle Lesbarkeit von Sicherheitscodes.
Lebensmittelindustrie: Fokus Sekundärverpackung
Bei der Gestaltung von Lebensmittelverpackungen aus Vollpappe ist eine strikte technische Trennung zwischen Primär- und Sekundärverpackung zwingend erforderlich. Die Heißfolienprägung wird ausschließlich für Sekundärverpackungen eingesetzt, da kein direkter Kontakt zwischen der veredelten Oberfläche und dem Lebensmittel bestehen darf. Diese Abgrenzung ist essenziell, um jegliches Migrationsrisiko von Klebstoffkomponenten oder metallischen Pigmenten in das Füllgut auszuschließen. Durch den Einsatz als äußere Hülle ermöglicht die Veredelung eine hochwertige optische Differenzierung am Point of Sale, während die innere Barriere die Produktsicherheit garantiert. Metallische Akzente auf der Vollpappe signalisieren Premium-Qualität, ohne die lebensmittelrechtliche Konformität der Gesamtverpackung zu gefährden.
Für die Realisierung Ihrer individuellen Anforderungen in regulierten Märkten bietet HVC spezialisierte Lösungen für Vollpappe-Verpackungen mit Heißfolienprägung an, die höchste industrielle Standards erfüllen.
Nachhaltigkeit und industrielle Qualitätssicherung bei HVC
Die Integration der heißfolienprägung verpackung in die großindustrielle Serienfertigung erfordert eine lückenlose Qualitätssicherung, die ökonomische Effizienz mit ökologischer Verantwortung verknüpft. Ab dem 12. August 2026 wird die neue EU-Verpackungsverordnung (PPWR) zur verbindlichen Grundlage für das Inverkehrbringen von Verpackungen in Deutschland. In diesem regulatorischen Kontext erweist sich die Heißfolienprägung als vorteilhaft, da sie die stoffliche Verwertung der Vollpappe nicht einschränkt. Da die Metallisierungsschicht lediglich etwa 1 % des Gesamtgewichts der Dekoration einnimmt und keine Kunststoffe oder Lösungsmittel enthält, bleibt die Recyclingfähigkeit im Deinking-Prozess vollständig erhalten. Hubert von Carnap blickt auf eine über 150-jährige Expertise in der Verarbeitung von Vollpappe zurück und verbindet diese Tradition mit modernsten Prägeautomaten, die eine präzise Steuerung aller Prozessparameter ermöglichen.
In der Serienproduktion wird die Effizienz durch hohe Taktzahlen bei gleichzeitig minimalen Toleranzen definiert. Die Qualitätssicherung konzentriert sich hierbei auf die Farbtreue der metallischen Pigmente, die exakte Passergenauigkeit zum Druckbild und den angestrebten Glanzgrad. Durch eine methodische Überwachung der Transferkurve wird sichergestellt, dass jede Faltschachtel den definierten Industriestandards entspricht. Diese prozessuale Stabilität ist die Voraussetzung für die Belieferung hochspezialisierter Sektoren wie der Pharma-Technik, in denen jede Abweichung die Funktionalität gefährden könnte.
Ökologische Bilanz der Folienveredelung
Entgegen weit verbreiteter Annahmen entsteht durch die Heißfolienprägung kein Verbundmaterial, das die Trennung der Fasern im Recyclingprozess behindert. Die hauchdünne Aluminium- oder Farbschicht wird während der Aufbereitung der Vollpappe zusammen mit anderen Druckfarben zuverlässig abgeschieden. Verpackungen, deren Oberfläche zu bis zu 70 % veredelt sind, gelten nach aktuellen technischen Standards als voll recycelbar. Die verbleibenden Trägerfolien aus PET werden nach dem Prägevorgang separat erfasst und einer energetischen Verwertung zugeführt. Dies schließt den Stoffkreislauf und unterstützt eine nachhaltige Materialbeschaffung, die den Anforderungen an umweltfreundliche Faltschachteln für technische Konsumgüter und Sekundärverpackungen gerecht wird.
Prozessüberwachung in der Serienproduktion
Zur Minimierung von Ausschuss kommen in der Produktion moderne In-Line-Kontrollsysteme zum Einsatz, die das Prägebild in Echtzeit scannen. Besonders anspruchsvoll ist die Einhaltung der Passergenauigkeit bei der Kombination mit weiteren Veredelungstechniken wie dem Relieflack. Hier müssen die thermische Ausdehnung der Vollpappe und die mechanische Belastung durch den Prägestempel exakt aufeinander abgestimmt sein. Jedes Projekt wird durch eine detaillierte Dokumentation der technischen Parameter begleitet, was die Reproduzierbarkeit bei Folgeaufträgen garantiert. Diese datengestützte Herangehensweise sichert eine konstante Güte der heißfolienprägung verpackung über den gesamten Produktionszyklus hinweg und bildet die Basis für eine verlässliche Partnerschaft in komplexen Verpackungsprojekten.
Zukunftssichere Veredelung durch technische Exzellenz
Die prozesssichere Implementierung der heißfolienprägung verpackung auf Vollpappe bildet die Schnittstelle zwischen ästhetischer Exzellenz und industrieller Funktionalität. Wesentliche Erkenntnisse verdeutlichen, dass die präzise Abstimmung der Transferkurve und die Wahl hochwertiger Messingstempel die Grundlage für reproduzierbare Ergebnisse in der Serienfertigung sind. Dabei bleibt die Recyclingfähigkeit der Kartonagen gemäß der ab August 2026 geltenden EU-Verpackungsverordnung (PPWR) vollständig gewahrt. Diese technische Zuverlässigkeit ist essenziell für pharmazeutisch-technische Produkte sowie Sekundärverpackungen im Lebensmittelbereich, bei denen Konformität und Qualität an oberster Stelle stehen.
Hubert von Carnap vereint eine Expertise seit 1872 mit modernster Fertigungstechnik. Als spezialisierter Anbieter für Vollpappe-Lösungen wird eine zertifizierte Qualität garantiert, die den hohen Anforderungen regulierter Industrien gerecht wird. Die konsequente Dokumentation technischer Parameter sichert dabei eine konstante Güte über alle Auflagenstärken hinweg. Vertrauen Sie auf eine Partnerschaft, die technische Präzision und ökologische Verantwortung systematisch miteinander verknüpft, um Ihre Projekte sicher zum Erfolg zu führen.
Technische Beratung für Ihre veredelte Faltschachtel anfordern
Häufig gestellte Fragen zur industriellen Heißfolienprägung
Ist eine Heißfolienprägung auf Vollpappe vollständig recycelbar?
Ja, veredelte Vollpappe ist im industriellen Deinking-Prozess ohne Einschränkungen recycelbar. Da die Metallisierungsschicht lediglich etwa 1 % des Gewichts der Dekoration ausmacht und keine Kunststoffe oder Lösungsmittel enthält, wird die stoffliche Verwertung der Fasern nicht beeinträchtigt. Die hauchdünne Schicht wird bei der Aufbereitung der Kartonage im Recyclingwerk zuverlässig von den Papierfasern abgeschieden.
Welche Mindeststrichstärke ist für Heißfolienprägungen erforderlich?
Die technisch realisierbare Mindeststrichstärke liegt in der industriellen Fertigung in der Regel zwischen 0,1 mm und 0,2 mm. Dieser Wert ist stark von der Oberflächenglätte der gewählten Vollpappe und dem Material des Prägestempels abhängig. Bei negativen Aussparungen sollte ein etwas höheres Maß gewählt werden, um ein technisches Zulaufen der Konturen durch den thermischen Transferprozess sicher zu verhindern.
Kann Heißfolienprägung direkt auf bedruckte Flächen appliziert werden?
Eine Applikation direkt auf bedruckte Flächen ist prozesssicher möglich, sofern die Oberflächenspannung der verwendeten Druckfarben dies zulässt. Bestimmte Farben mit hohem Wachsanteil oder spezielle Schutzlacke können die Adhäsion der Folie beeinträchtigen. Aus diesem Grund wird die Materialverträglichkeit bei der heißfolienprägung verpackung im Vorfeld durch technische Tests und eine exakte Abstimmung der Transferkurve sichergestellt.
Was ist der Unterschied zwischen Heißfolienprägung und Kaltfolientransfer?
Der wesentliche Unterschied liegt im physikalischen Transfermechanismus und der resultierenden optischen Brillanz. Während die Heißfolienprägung mittels Hitze und mechanischem Druck durch einen festen Prägestempel erfolgt, nutzt der Kaltfolientransfer einen UV-Kleber im Offsetdruckverfahren. Die Heißprägung bietet auf Vollpappe eine deutlich höhere Opazität und eine tiefere visuelle Brillanz, da die Folie thermisch mit dem Substrat verbunden wird.
Warum ist Vollpappe das optimale Substrat für präzise Heißfolienprägungen?
Vollpappe bietet aufgrund ihrer hohen Materialdichte und homogenen Oberflächenstruktur einen stabilen Gegendruck für den Prägestempel. Diese mechanische Festigkeit ermöglicht randscharfe Konturen und komplexe Geometrien, ohne das Materialgefüge zu schwächen. Durch die hohe Stabilität bleibt die Schutzfunktion der Verpackung auch bei der thermischen Belastung voll erhalten, was für automatisierte Abfüllprozesse in der Industrie essenziell ist.
Wie beeinflusst die Heißfolienprägung die Lieferzeit von Faltschachteln?
Die Integration einer heißfolienprägung verpackung verlängert die Produktionszeit primär um die Dauer der Werkzeugherstellung und den zusätzlichen Maschinendurchlauf. In der Regel muss für die Anfertigung der Prägestempel aus Messing oder Magnesium eine Vorlaufzeit von wenigen Werktagen eingeplant werden. Die exakte Terminierung erfolgt projektspezifisch und wird unter Berücksichtigung der Komplexität des Prägebildes in der Produktionsplanung definiert.
Sind Heißfolienprägungen für den direkten Kontakt mit Lebensmitteln zugelassen?
Heißfolienprägungen sind nicht für den direkten Kontakt mit Lebensmitteln zugelassen und werden ausschließlich für Sekundärverpackungen eingesetzt. Es muss stets eine funktionale Barriere zwischen der veredelten Vollpappe und dem Füllgut bestehen, um jegliches Migrationsrisiko auszuschließen. Diese strikte technische Trennung gewährleistet die Einhaltung lebensmittelrechtlicher Sicherheitsstandards bei gleichzeitig hochwertiger optischer Gestaltung der äußeren Verpackungshülle.
Welche Farben sind außer Gold und Silber bei der Heißfolienprägung möglich?
Neben den klassischen Metalltönen Gold und Silber steht ein breites Spektrum an Buntmetallfarben, holografischen Folien und transparenten Glanzfolien zur Verfügung. Auch matte Ausführungen oder Pigmentfolien in verschiedenen RAL-Tönen können auf Vollpappe appliziert werden. Die Auswahl der Folie wird individuell auf das technische Anforderungsprofil und die gewünschte visuelle Wirkung der pharmazeutisch-technischen oder konsumgüterorientierten Verpackung abgestimmt.